|
一、XK714A数控铣床电气控制
XK714A数控铣床工作台左右运动为X坐标,前后运动为Y坐标,均由GK6062-6AF31交流永磁伺服电动机通过同步齿形带、带轮、滚珠丝杠和螺母实现;主轴箱上下运动为Z坐标,其运动由GK6063-6AF31带抱闸的交流永磁伺服电动机通过同步齿形带、带轮、滚珠丝杠和螺母实现。
机床主轴旋转运动则由YPNC-50-5.5-A主轴电动机经同步带及带轮传至主轴。主轴电动机为变频调速三相异步电动机,由数控系统控制变频器的输出频率实现主轴无级调速。
1. 动力电路
图1是XK714A数控铣床的380V动力电路。图中QF1、QF3、QF2、QF4分别为电源总开关以及主轴强电、伺服强电、冷却电动机所在电路的断路器,在各自的电路中起接通电源及短路保护、过流保护等作用,其中QF4断路器还带有辅助触头,该触头信号输入到PLC中作为报警信号。 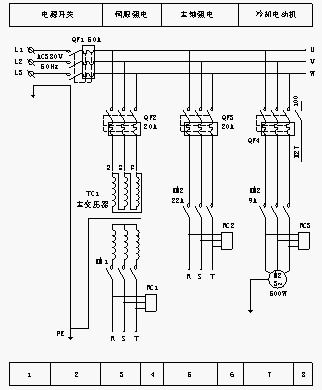
图1 XK714A数控铣床动力电路 KM1、KM2、KM3分别为控制伺服电动机、主轴电动机、冷却泵电动机的交流接触器的主触头,分别控制相应的电动机。TC1则是将380V电压变换为交流220V电压的主变压器,采用三角-星连接,输出的220V交流电供给伺服电源模块。
RC1、RC2、RC5为阻容吸收器,当相应的电路断开后,可吸收伺服电源模块、主轴变频器、冷却电动机的瞬时释放能量,进行过电压保护。
2. 电源控制线路
图2是XK714A数控铣床的电源控制线路。图中TC2是控制变压器,一次侧接入来自动力电路U、V端的AC380交流电源,二次侧则输出AC110V、AC24V 、AC220V三路。 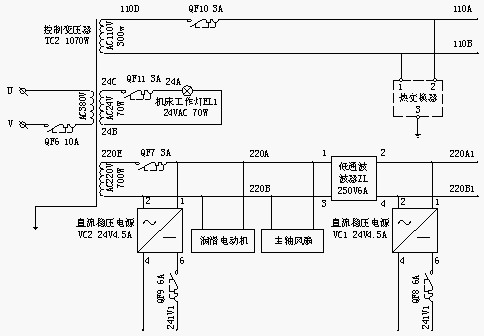
图2 XK714A数控铣床电源控制线路 AC110V供给交流控制线路、电柜热交换器电源; AC24V 供给工作灯线路;AC220V供给主轴风扇电动机、润滑电动机和24V直流稳压电源VC1,并通过低通滤波器滤波后再供给伺服模块、电源模块和24V直流稳压电源VC2。
VC1直流稳压电源将给数控装置、PLC输入输出接口、24V继电器线圈、伺服模块、电源模块、吊挂风扇提供电源;VC2直流稳压电源则给Z轴电动机提供24V的Z轴抱闸装置。QF7、QF10、QF11单极断路器为各自所在支路提供短路保护。
3. 交直流控制线路
图3是XK714A数控铣床的直流控制线路, KA1~KA9等继电器线圈的通断状态由PLC的输出信号控制。 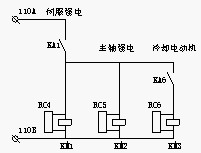
图3 XK714A数控铣床直流控制线路 图4是XK714A数控铣床交流控制线路,所需110V电源由电源控制电路接入,线路中与KM1、KM2、KM3接触器线圈并联连接的RC4、RC5、RC6为RC阻容吸收器。 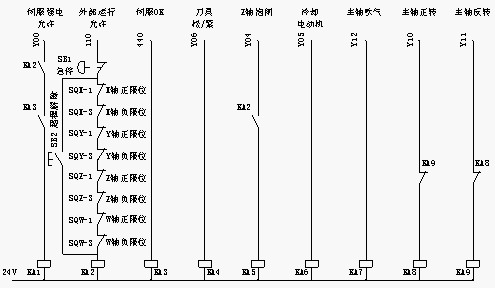
图4 XK714A数控铣床交流控制线路 1.主轴电动机控制
直流控制线路中,当X、Y、Z、W各轴的正负限位开关未被压下、伺服未报警(即伺服OK有信号)、SB1急停开关未被压下、主轴未报警时(110外部允许有信号),直流24V继电器的线圈KA2、KA3通电伺服允许支路中的常开辅助触头KA2、KA3闭合,一旦PLC输出伺服强电允许信号,KA1直流24V继电器线圈立即通电,交流控制线路中的KA1常开触头闭合,使KM1、KM2线圈通电,机床动力电路中因主轴强电电路中的QF3合上、KM2主触头闭合,380V三相交流供给主轴变频器。
当PLC发出Y10主轴正转(或Y11主轴反转)信号以及主轴转速指令时,代表主轴转速的直流电压值就会送入主轴变频器,主轴变频器按代表主轴转速的直流电压值控制主轴转速进行正转(或反转)起动。
主轴正转(或反转)起动至指定转速时,主轴变频器输出主轴速度到过信号给PLC,完成主轴起动过程。主轴的起动时间、制动时间由主轴变频器内部参数设定。
2.冷却电动机控制
当有手动或自动冷却指令时,PLC将输出Y05有效的信号,直流控制线路中的KA6直流24V继电器线圈通电,交流控制线路中因KA6常开辅助触头闭合而使KM3线圈通电,导致动力电路中的KM3主触头闭合,若QF4低压断路器合上,则冷却泵电动机M2起动带动冷却泵工作。
3.换刀控制
当有手动或自动刀具松开指令时,PLC将输出Y06有效信号,直流控制线路中的KA4直流24V继电器线圈通电,最终将使刀具松/紧电磁阀通电,刀具松开,此时可手动将刀具拔下。
延时一段时间后,PLC将输出Y12有效信号,直流控制线路中的KA7直流24再经一段时间延时,PLC输出Y12撤消信号,主轴吹气电磁阀断电,此时可将加工所需刀具放入主轴锥孔。然后机床CNC装置控制PLC输出Y06撤消信号,使刀具松/紧电磁阀断电,刀具重新夹紧而完成装刀过程。 V继电器线圈通电,导致主轴吹气电磁阀通电,清除主轴锥孔内灰尘。
二、工作任务
叙述数控铣床电气控制线路的控制原理;识读数控机床电气控制线路。
资讯:叙述数控铣床电气控制线路的控制原理
决策:确定数控铣床电气控制线路识读的内容
计划:确定电气总图及各控制回路图识读步骤及控制逻辑分析内容
实施:完成数控铣床电气控制线路识读,撰写数控铣床电气控制线路识读报告
检查:检查识读内容的完整性与正确性
评估:分组评估 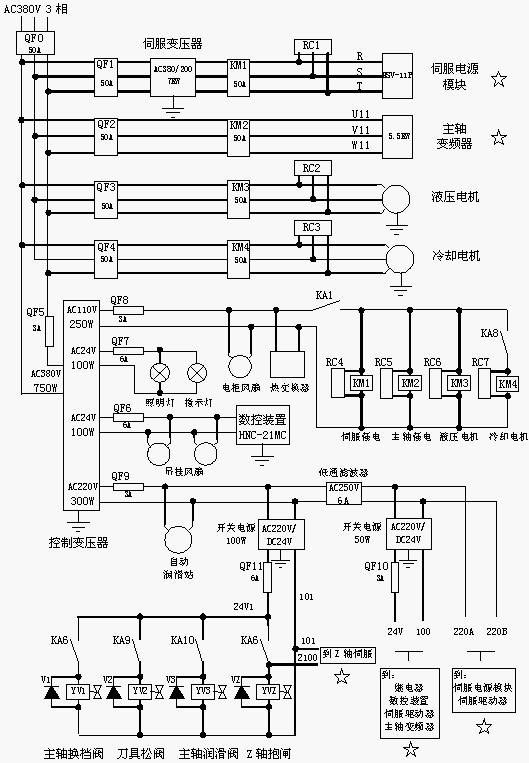
附1:典型数控铣床数控系统电气原理总图-电源 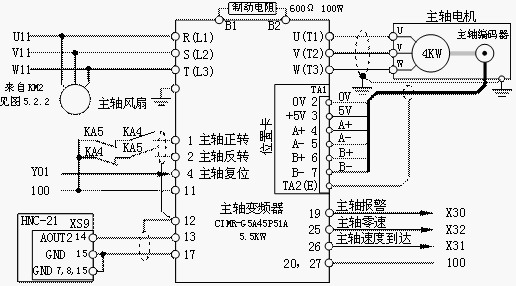
附2:数控铣床数控系统电气原理图―主轴单元 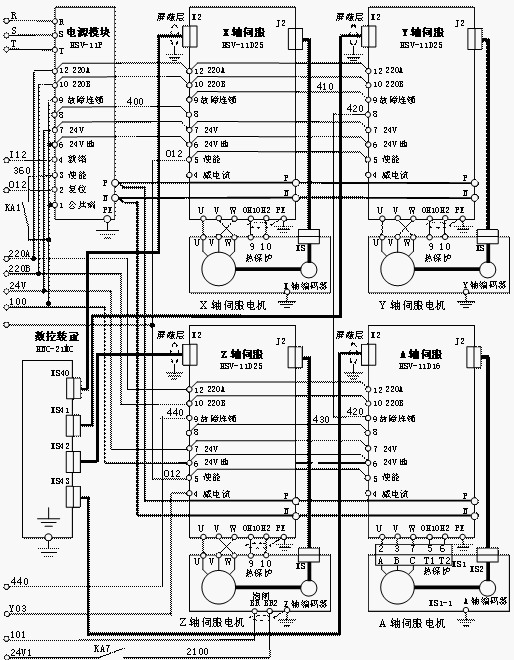
附3:数控铣床数控系统电气控制原理图―伺服驱动电路 | 