������������ʹ�÷���
����������֧�š�װ�й�����װ�ã�ͨ���Ƽоߡ� ʹ�ü�(�о�)�ļ�������Ч��ʮ�������������ÿɹ������£�
��1������������Ĺ�����Χ ���ڹ���������ܶ࣬�������������̨�����ޣ����á���ͬ�оߣ���ʵ��һ�����ܣ�������������ʡ� ��2����ʹ���������ȶ� ���üоߺ�������������λ���ɼо߱�֤���Ȼ����������ﵽ�ļӹ����ȸߣ�������ʹͬһ��1���Ķ�λ���ȡ� �ӹ����Ȼ���һ�£���ˣ����������Ըߡ�
��3����������ʣ����ͳɱ������üоߣ�һ����Լ����İ�װ�������Ӷ��ɼ��ٰ�װ��������ĸ���ʱ�䡣ͬʱ�����üо߿�ʹ������װ�ȶ�����߹����ӹ�ʱ�ĸնȣ��ɼӴ��������������ٻ���ʱ�䣬��������ʡ�
��4�������Ͷ��������üо߰�װ���������㡢ʡ������ȫ�������������Ͷ����������ҽ����˶Թ��˼���ˮƽ��Ҫ�� 1.����צ���̰�װ����
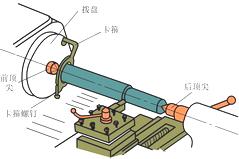
��צ���̵�������ͼ1a��ʾ�������ĸ�צͨ��4���ݸ˶����ƶ��������ص�����װ����״�Ƚϸ��ӵķǻ�ת���緽�Ρ������εȣ����Ҽн�����������װ�к����Զ����ģ�����װ��Ч�ʽϵͣ�װ��ʱ�����û����̻�ٷֱ�������ʹ������ת�����복���������Ķ��룬��ͼ1bΪ�ðٷֱ�������Բ��ʾ��ͼ��
ͼ1 ��צ����װ�й���
2.�ö��ⰲװ����
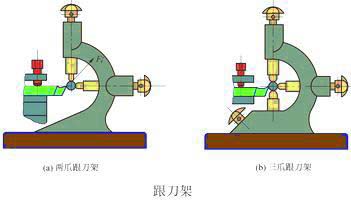
��ͬ���Ҫ��Ƚϸ�����Ҫ��ͷ�ӹ��������������˫����װ�й�������ͼ2��ʾ����ǰ����Ϊ��ͨ���⣬װ��������ڣ���������һ��ת������Ϊ���װ��β����Ͳ�ڡ������������Ŀױ�����ǰ��֮�䣬��ͨ�����̺Ϳ���������һ��ת����
ͼ2 �ö��ⰲװ����
�ö��ⰲװ����Ӧע�⣺
1)�����ϵ�֧���ݶ�����֧�е�̫�����Է��������Ρ�
2)���ڿ���������Ť�أ����Գ�����������������ҪС��
3)���������Ŀ�ʱ��Ҫ���ó����Ѷ��泵ƽ�����������������Ŀס�
��װ���̺���ʱ������Ҫ�������̵������ƺ�����˵������ƣ��Ѳ���š�������ϣ��ٰ����һ��װ�ڿ����ϡ������˫�����м䰲װ������
3.�����ᰲװ����
�����ڿ�Ϊ��λ�������ܱ�֤��Բ���ߺ��ڿ����ߵ�ͬ���Ҫ��ʱ�����ᶨλ��������Բ����λ����Բ�������С��������ڴ����ס����ƿס������Ĺ�����λ��������Ӧ�������ᣬ��������ͻ������ᡣ
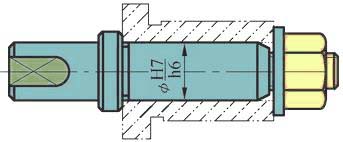
ͼ3 ��Բ�������϶�λ
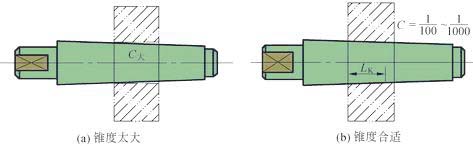
Բ������������Բ���涨�ġ�����ѹ����װ�й����ģ���ͼ3��ʾ�������빤����һ����H7/h6��H7/g6�ļ�϶��ϣ����Թ����ܷܺ�������������ϡ���������ϼ�϶�ϴ�һ��ֻ�ܱ�֤ͬ���0.02�L���ҡ�Ϊ��������϶��������ᶨλ���ȣ�������������壬������Ⱥ�С�������������ϻ������б����ͼ4a�������õ���ΪC=1/1000~1/5000����λʱ������Ш���������ϣ�Ш�����������Ա��Σ�ͼ4b�����Ӷ�ʹ����������б��
ͼ4 Բ���ᰲװ�����ĽӴ����
С��������ŵ��ǿ�Ш��������ĥ������������������Ҫ�����н�װ�ã����ľ��ȸߣ��ɴ�0.005~0.01�L��ȱ���ǹ�������������λ��
������ֱ����̫��ʱ���ɲ��������ᣨ��1��1000��1��2000������������ѹ������Ħ����������̽������������ȷ���ӹ����ȸߡ�װж���㣬�����ܳ��ܹ�������ء�
������ֱ���ϴ�ʱ����Ӧ���ô���ѹ����ĸ��Բ�������ᡣ���ļн����ϴ����о��Ƚ�������ĵ͡�
4.���ļܺ����ܵ�ʹ��
���������ȸ�ֱ��֮�ȴ���25����L/d>25��ʱ�����ڹ��������ĸ��Ա��ڳ���ʱ�������������������غ���תʱ�����������ã������������������Ӱ����Բ���Ⱥͱ���ֲڶȣ�ͬʱ�������������У����������쳤�����������Σ��������ѽ��У�����ʱ��ʹ�����ڶ���俨ס����ʱ��Ҫ�����ļܻ��������֧�й�����
1)�����ļ�֧�г�ϸ����
һ���ڳ���ϸ����ʱ�������ļ������ӹ����ĸ��ԣ����������Խ��зֶ�����ʱ�����ļ�֧���ڹ����м䣬��ͼ5��ʾ���ڹ���װ�����ļ�֮ǰ��������ë���в�����һ��֧�����ļ�֧��צ�Ĺ��ۣ������ֲڼ�Բ�����ҪС������֧��צ�빤���Ӵ������������͡�Ϊ��߹������ȣ�����ǰӦ���������ߵ���������������ת����ͬ�ᡣ
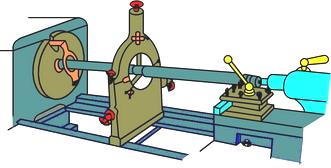
ͼ5 �����ļ�֧�г���ϸ����
������֧�����ļܵĹ��۱Ƚ����ѻ�һЩ�жβ���ӹ���ϸ����ʱ�����ù�����Ͳ��ʹ֧��צ�������Ͳ�������Ӵ�����ͼ6��ʾ��������Ͳ�����˸�װ���ĸ��ݶ�������Щ�ݶ���סë�����棬��������Ͳ��Բ��������������ת�������غϡ�
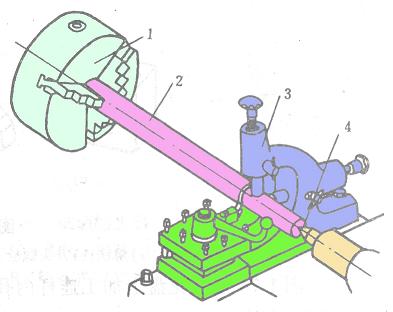
c��������ʹ��
1.��צ���� 2.���� 3.������ 4.����
ͼ6 ������֧�ų���
2)�ø�����֧�г�ϸ����
�Բ����˵�ͷ������ϸ���ᣬ���������ļ�֧�У���Ҫ�ø�����֧�н��г����������ӹ����ĸ��ԣ���ͼ6��ʾ�������̶ܹ��ڴ����ϣ�һ��������֧��צ�������Ը��泵���ƶ���������������������߳���ϸ�������״���Ⱥͼ�С����ֲڶȣ���ͼ6a��ʾΪ��צ�����ܣ���Ϊ��������������������F��r��ʹ�������ڸ����ܵ�����֧��צ�ϣ������ڹ��������������������Լ�żȻ������������ʱ��˲ʱ�뿪֧��צ���Ӵ�֧��צʱ���������ԱȽ���������ļ���Ҫ����צ���ļܣ���ͼ6b��ʾ����ʱ������צ�ͳ�����ס������ʹ֮���¡����Ҷ������ƶ�������ʱ�ȶ������ײ�����
5.�û��̡��弰ѹ�塢��˨��װ����
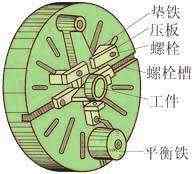
ͼ7 �ڻ����ϰ�װ���
��״������Ĺ�������ʹ����צ����צ����װ�еĹ��������û���װ�С������ǰ�װ�ڳ��������ϵ�һ����Բ�̣������ϵ���������Դ�����˨������������˨ֱ�Ӱ�װ�ڻ����ϣ���ͼ7��ʾ��Ҳ���Ѹ���֧�н�������壩���ݶ��ι̼г��ڻ����ϣ�������װ������ϡ�ͼ8��ʾΪ�ӹ�һ�����������ڿ�ʱ���ڻ�����װ�е������Ϊ�˷�ֹת��ʱ������ƫ��һ�߶��������ڹ�������һ��Ҫ��ƽ�����������ڻ����ϵ�λ���辭��ϸ������
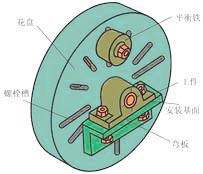
ͼ8 �ڻ���������尲װ���
|
