随着近年来高速加工在零件及模具生产上的发展,对于高速机床的刀柄提出更高的要求,而且高速加工对动平衡要求非常高,不仅要求主轴组件需精密动平衡(G0.4级以上),而且刀具及装夹机构也需精密动平衡。但是,传递转矩的键和键槽很容易破坏动平衡,而且,标准的7/24锥柄较长,很难实现全长无间隙配合,一般只要求配合面前段70%以上接触,因此配合面后段会有一定的间隙,该间隙会引起刀具径向跳动,影响结构的动平衡。在高转速、高离心率的情况下,HSK刀柄与主轴的结合将更加紧密、更具刚性,3万转以上应为首选。当主轴转速达30,000rpm或以上时,主轴、刀柄、刀具三者在旋转时应具有极高的同心度及动平衡能力。否则转速越高离心力越大,当其达到系统的临界状态,将会使刀柄、刀具系统发生激振,其结果是加工质量下降,刀具寿命缩短,使主轴轴承磨损,造成主轴损坏。 随着两面夹紧式刀柄系统的普及,已在提高加工效率方面取得了明显效果。但是,刀具夹持技术总是以不断改进和提高为核心,而两面夹紧式刀具系统要想在高速高精度加工方面有新的突破,却感到举步维艰。正是基于这样的理由,为了提高刀具.刀柄间与主轴的联接精度,采用HSK刀柄及热装式工具系统取代弹簧夹紧.侧固等系统便引起了人们的极大关注。热胀系统是一种刀具与刀柄间不介入任何物质的夹紧方法。它可解决高速高精度加工中极为重要的平衡、振摆精度及夹紧强度等问题。
BILZ热胀系统的原理
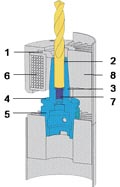
热胀系统通常都是利用热感应线圈使刀柄的夹持部分在短时间内加热,刀柄内径随之扩张,此时立即把工具装入刀柄内。刀柄冷却收缩时,即可赋予刀具夹持面均匀的压力,从而产生很高的径向夹紧力将工具牢牢夹持住。BILZ热胀仪采用具有高能场的感应加热线圈,可在短时间内 完成刀具更换。由于电磁场的局部性特点,4秒钟以内即可将刀柄夹持部位加热,刀柄内径随之扩张,很容易进行刀具更换。装上或卸下切削 刀具后,夹头迅速冷却,因此,热量极少传导至夹头的其他部位或刀具的柄部。与用火焰或热气体加热的物体相比,热装式夹头可说是处于较冷的状态,整个夹头在30秒以内即可完全冷却水冷系统30秒,风冷系统60秒。
电感加热的特点:

- 通过有目的加热使得刀具更换在数秒内完成.
- 通过材料的选择和适当的工艺方法使得夹具使用寿命提高.
- 高强度,巨大的张紧力.
- 易操作,且安全可靠.
- 适用于硬质合金钢和高速合金钢的夹紧.
- 高强度夹具.
- 通过与配件相结和使得机器的应用范围极为广范.
- 圆周跳动小于0.003 毫米.
BILZ四款热胀系统满足各种产家的需求:

ISG2200技术尺寸:长:390 宽:310 高:640
工作范围:硬质合金3-20mm 高速钢6-20mm
输入电压:3×380V/16A
功率:8 kw
重量:25 kg
台式伸缩工作平台 ISG 2200在高效电感应加热仪中可以算得上是经济实惠.它重量轻,因此可以随意移动.通过它的高频程控电机和改进了的电感头几何尺寸使得ISG在数秒内完成刀具的更换.它的工作范围与刀具的材料有关.对于硬质合金钢刀具和高速合金钢刀具其加工范围分别是Ø 3-20 mm和Ø 6-20 mm. 通过在程序内固定的参数使得在操作时夹具的过热得以避免.在加热工作完毕后电感头自动返回原起始位置.ISG中装配的风扇自动开起,从而使得热夹具得以迅速冷却.

ISG2200WK技术尺寸:长:550 宽:700 高:1540
工作范围:硬质合金3-20mm 高速钢6-20mm
空气压力:6 bar
输入电压:3×380V/16A
功率:8 kw
重量:100 kg
水冷ISG2200热胀机是电感应加热仪与速冷装置的完美结合.通过全新的设计使得夹具加热和夹具加热完毕后的冷却一次性完成.通过新式程控高频电机和改善了的电感线圈使得硬质合金刀具(刀柄直径范围 Ø 3-20 mm )或高速合金钢 刀具(刀柄直径范围 Ø 6-20 mm )在夹具中的安装与拆卸在数秒内得以完成.

ISG3200技术尺寸:长:584 宽:592 高:1030
工作范围:硬质合金3-50mm 高速钢6-50mm
空气压力:6 bar
输入电压:3×380V/16A
功率:10 kw
重量:43 kg
ISG 3200型电感应加热仪应用广范,适合多次装卡刀具.它是高效电感应加热技术在工业领域最佳代表.通过更换卡片可使这个只具有一个电感线圈的仪器适用于所有刀柄.与其它电感应加热仪相比它的工作范围扩大了当刀具材料是高速合金钢时,其工作范围为 Ø 6-50 mm. 当刀具材料是硬质合金钢时, 其工作范围为Ø3-50mm.在安装特制电感线圈时,该机还可应用于特殊的工具夹具.该机带有四个风扇这四个风扇可同时用来冷却热夹具.当带有热夹具的夹具基座移动到冷却位时,风扇即由光线控制自动开启,从而使热夹具得以迅速制冷.
ISG3200WK技术尺寸:长:620 宽:700 高:1700
工作范围:硬质合金3-50mm 高速钢6-50mm
空气压力:6 bar
输入电压:3×380V/16A
功率:10 kw
重量:120 kg
水冷ISG3200是电感加热装置和冷却装置完美结合.通过全新的设计使得夹具加热和夹具加热完毕后的冷却一次性完成.通过自动控制热胀夹具在加热完毕后,在气动装置帮助下,下降至水冷却位置.在冷却位置上热胀夹具受到冷却液的四面冲洗,在预定的冲洗时间完毕后刀柄升高至原来加热位置.在上升过程中刀柄被吹干.这种集冷却和加热于一身的设计使得工具的装卡与拆卸所需的时间最少,它同时避免了操作者与夹具的接触,从而使在工作中烫伤操作者得以避免.
BILZ热胀技术:
1. 具有专利技术的更换片系统可防止工具过热,通过更换片系统可夹紧硬质合金钢和高速合金钢的刀柄直径范围在 3 – 50 mm
2. 具有专利技术的前端设计使得刀具插入轻而易举.
3. 夹具圆周跳动小于0.003 毫米
4. 夹具是过精确平衡处理
5. 通过运用热特种钢使得夹具具有近乎无限长的使用寿 命 并且其在使用中不变形.
6. 局部能量联接和传导有助于保护工具和夹具.冷却高温工具和夹具最多只要一分钟.
7. 通过测量仪可预先调节刀具长度
8. 通过冷却套或直接使用冷却液使得刀具和夹具迅速制冷通过屏蔽高温夹具提高工作安全性能.
BILZ热胀刀柄的优点:
- 锥形夹具适于与冷却系统相接触.
- 小干扰面,高抗弯强度.
- 具有利于刀具在冷却状态下安装的前端.
- 由高熔点耐高温优质合金钢制造.
- 通过特殊热(冷)处理使得夹具有近乎无限长的使用寿命.
- 在空调环境下加工出高品质,高精确度夹具.
- 夹具圆周跳动小于0.003 毫米.
- 在精密平衡仪的帮助下在高速运转时无干涉.
- 适用于高速切削.
BILZ公司为了满足更多客户的需求为加工深腔模具特别开发了细长型的热胀刀柄,细长的外形避免了加工中与零件的侧壁出现干涉,动平衡<1g•mm/kg.同时BILZ的热胀仪的发热线圈为这种细长型的刀柄在加热各种尺寸的时候,输出等变量的热量,从而保证刀柄使用的可靠性,不会出现加热过度的风险.这种细长型的刀柄的长度规格齐全,可适用于各种标准主轴的连接,包括HSK-E32,E40,E50,A63,A80,A100 .SK-40,50及BT.同时还有细长型的热缩延长杆供客户选择.
热胀刀柄的保养:
在第一次使用热胀刀柄时,由于产家会在刀柄及刀柄内部涂抹一些防锈物,使用者应用带有柔性的棒(如塑料棒,竹棒等),用无尘纸擦拭内部,防止防锈物高温与刀柄内部形成集碳,刀具放入后影响同心度及精度.在第一次使用刀具时,注意刀具产家在刀柄处用激光打出的商标,用镜像砂纸轻轻擦拭标记处,从而避免长期与刀柄内部摩擦,降低刀柄的精度及寿命,尽量保持刀柄的清洁与干燥.使用带有涂层的刀具尽力避免涂层部分放入到刀柄内部.
南京蓝帜金属加工技术有限公司
编辑
|
