|
|
分层法车削梯形螺纹 |
| 来源:信息中心 时间:2009-2-1 10:07:21 |
|
|
引言
梯形螺纹较之三角螺纹,其螺距和牙型都大,而且精度高,牙型两侧面表面粗糙度值较小,致使梯形螺纹车削时,吃刀深,走刀快,切削余量大,切削抗力大。这就导致了梯形螺纹的车削加工难度较大,学生在车工技能培训中难于掌握,容易产生扎刀现象,进而使学生对此产生紧张和畏惧的心理。在多年的车工实习教学中,通过不断的摸索、总结、完善,对于梯形螺纹的车削也有了一定的认知,下面我们就来探究一下哪种车削方法更适合初学者理解、学习和掌握。
1 梯形螺纹车削方法的选用
车削梯形螺纹时,通常采用高速钢材料刀具进行低速车削,低速车削梯形螺纹一般有如直进法、左右切削法、车直槽法和车阶梯槽法。通常直进法只适用于车削螺距较小(P<4mm)的梯形螺纹,而粗车螺距较大(P>4mm)的梯形螺纹常采用左右切削法、车直槽法和车阶梯槽法。下面我们分别探究一下这几种车削方法:
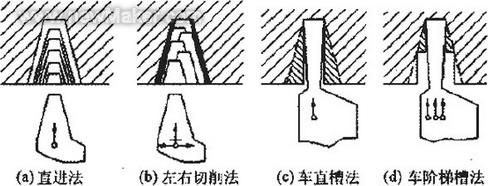
直进法也叫切槽法,如
左右切削法:左右切削法车削梯形螺纹时,除了用中拖板刻度控制车刀的横向进刀外,同时还利用小拖板的刻度控制车刀的左右微量进给,直到牙形全部车好,如
车直槽法:车直槽法车削梯形螺纹时一般选用刀头宽度稍小于牙槽底宽的矩形螺纹车刀,采用横向直进法粗车螺纹至小径尺寸(每边留有0.2~0.3mm的余量),然后换用精车刀修整,如切削的沟槽较深,排屑不顺畅,致使堆积的切屑把刀头“砸掉”:进给量较小,切削速度较低,因而很难满足梯形螺纹的车削需要:
车阶梯槽法:为了降低“直槽法”车削时刀头的损坏程度,我们可以采用车阶梯槽法,如除直进法外,其他三种车削方法都能不同程度地减轻或避免三刃同时切削,使排屑较顺畅,刀尖受力、受热情况有所改善,从而不易出现振动和扎刀现象,还可提高切削用量,改善螺纹表面品质。所以,左右切削法、车直槽法和车阶梯槽法获得了广泛的应用。然而,对于初学者来说,以上三种车削方法掌握起来较困难,操作起来较繁琐,有待于容易化和简单化。通过多年的教学、实践发现,“分层车削梯形螺纹”能使学生容易理解和掌握。
2 “分层法”车削梯形螺纹
“分层法”车削梯形螺纹实际上是直进法和左右切削法的综合应用。在车削较大螺距的梯形螺纹时,“分层法”通常不是一次性就把梯形槽切削出来,而是把牙槽分成若干层(每层大概1~2mm深),转化成若干个较浅的梯形槽来进行切削,从而降低了车削难度。每一层的切削都采用先直进后左右的车削方法,由于左右切削时槽深不变,刀具只须做向左或向右的纵向(沿导轨方向)进给即可(如
1) “分层法”车削梯形螺纹的刀具选择:“分层法”车削梯形螺纹所用的粗车刀和精车刀与其它加工方法基本相同,只是粗车刀的刀头宽度(w刀=1.2~1.5mm)小于牙槽底宽(w=1.928mm),刀具刀尖角(er=29°;~29°;30')略小于梯形螺纹牙型角(a=30°;)。
2) “分层法”车削梯形螺纹的操作步骤:
・粗、精车梯形螺纹大径(Ø36-0.3750)且倒角与端面成15°;。这里螺纹大径也可留有0.15mm左右的修整余量,以便螺纹精车完后,发现牙顶有撕裂和变形时可以进行修整;
・用梯形螺纹粗车刀直进法大概车至1/3牙槽深处(h1=1mm),因为切削深度不大,切削力较小,一般不会产生振动和扎刀,如操作相对简单,容易理解和掌握:基本上克服了三面切削、排屑困难、容易扎刀等问题:能得到较清晰的牙型,能加大切削用量以提高生产效率,同时容易保证尺寸精度和获得较好的表面粗糙度。
2 结束语
在实践教学中,“分层法”这种易懂、易掌握的车削梯形螺纹方法,得到了充分地肯定和好评。教师能够较形象、较直观地把车削方法讲解和传授给学生,学生普遍也能够较快、较容易地理解和掌握这种车削方法,大大降低了梯形螺纹车削这一课题的教学难度和强度。但在生产实践中梯形螺纹的车削是相当复杂的,车削过程中不可仅仅应用一种方法去车削,而应融会贯通,因此学生只有掌握和熟练了各种车削方法,才能在车削过程中灵活运用,高效率、高精度、高品质地完成梯形螺纹车削。
|
|
| 【关闭窗口】【打印该页】 |
本信息真实性未经证实,仅供您参考。未经许可,不得转载。 |
|
