在复合固定循环中,对零件的轮廓定义之后,即可完成从粗加工到精加工的全过程,使程序得到进一步简化。
外圆粗切循环是一种复合固定循环。适用于外圆柱面需多次走刀才能完成的粗加工,如
G71 U(△d) R(e)
G71 P(ns) Q(nf) U(△u) W(△w) F(f) S(s) T(t)
式中:
△d-背吃刀量;
e--退刀量;
ns--精加工轮廓程序段中开始程序段的段号;
nf--精加工轮廓程序段中结束程序段的段号;
△u--X轴向精加工余量;
△w--Z轴向精加工余量;
f、s、t--F、S、T代码。
注意:
1、ns→nf程序段中的F、S、T功能,即使被指定也对粗车循环无效。
2、零件轮廓必须符合X轴、Z轴方向同时单调增大或单调减少;X轴、Z轴方向非单调时,ns→nf程序段中第一条指令必须在X、Z向同时有运动。
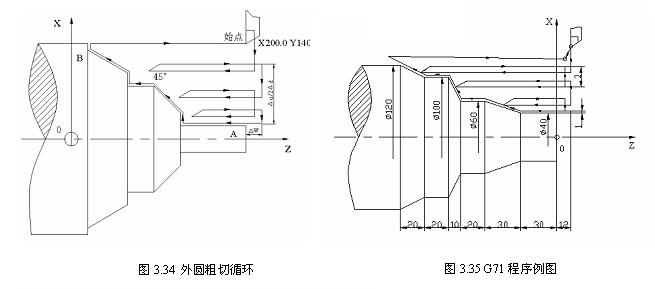
例:按图3.35所示尺寸编写外圆粗切循环加工程序。
N10 G50 X200 Z140 T0101
N20 G00 G42 X120 Z10 M08
N30 G96 S120
N40 G71 U2 R0.5
N50 G71 P60 Q120 U2 W2 F0.25
N60 G00 X40 //ns
N70 G01 Z-30 F0.15
N80 X60 Z-60
N90 Z-80
N100 X100 Z-90
N110 Z-110
N120 X120 Z-130 //nf
N130 G00 X125
N140 X200 Z140
N150 M02
|
