ѹ����Pressure Welding�����ӹ����У�����Ժ���ʩ��ѹ�����Ȼ��ȣ�����ɺ��ӵķ�������Ҫ�ɵ��躸��Ħ��������ɢ����������������ը������ѹ�����������ʹ������庸����ɡ�
0 ����
ѹ�����Ǻ��ӿ�ѧ��������Ҫ���֮һ���㷺Ӧ���ں��ա����졢��Դ�����ӡ��������Ṥ�Ȳ��š�ͳ�����ϱ�������ѹ������ɵĺ�������ÿ��Լռ�����ܺ�������1/3�����м������ӵ����ơ�Ϊ����Ӧ�²��ϡ��¹��ա��²�Ʒ�ڹ�ҵ�Ͽ���Ӧ�õ���Ҫ������������������ѹ�������ӽ�ͷ�γ����ۡ�����������ؼ����������¹��ռ����豸�Ŀ������²��Ϻ��ӵȷ������˴���������
����ѹ����רί���ں���ѧ���еķֹ������Ľ��͵��躸��Ħ�����������·�չ��һ������
1 ���躸�����·�չ
���躸Resistance Welding��������Ϻ�ͨ���缫ʩ��ѹ�������õ���ͨ����ͷ�ĽӴ��漰�ڽ���������ĵ����Ƚ��к��ӵķ�������Ҫ�ɵ㺸���Ժ����캸��Ƶ������ɡ����躸��һ�ֺ��������ȶ�������Ч�ʸߣ�����ʵ�ֻ�е�����Զ��������ӷ�����
1.1 ���躸��ͷ�γ������о���չ
���躸��ͷ�γ������о�Ϊ���躸�²��ϡ��¹��ա����豸����ͷ������ؼ����ȷ�չ��������������ˣ����������нϸߵ�ѧ���������壬Ҳ�кܴ�Ĺ���ʵ�ü�ֵ��
1��1��1�㺸�ۺ���������
����ѧ�����仪���ˣ��ڹ�����Ȼ��ѧ���������GM���������¶Զ����Ѻ������������Ͻ𡢵��ɸֵȿ�չ�ˡ��㺸�ۺ��������������뷽�������о�������ȡ�����³ɹ���
1�״λ����ȫ��������֯Ϊ���ᾧ�ĵ㺸�ۺ�
1�Ʋ�Ϳ���������п���ȶ�п���ȶ�Zn��Fe�ϽƲ���Ӱ�졣
2�Ʋ���缫ͷ֮���Ӱ�죬����ѧ��T. Dupuy�Ե缫�˲�������ר���о���
3�ۺ˽ᾧ��̬��ȱ�ݲ�����������ѧ���ܵ���㺸�����Ĺ�ϵ�ȡ�
4����Ϣ�Ϳ����¼����Ե㺸���պ��̽���ģ���Ԥ�⡣
���Ͻ�庸�����о���Ҫ���������·��棺
1�缫ճ����罦���������������ʩ�����磬���Ͻ�㺸�зɽ���С�������о��������Ͻ������ֱ�Ʋ�ͬ��ȵĸ����β㣬�ı�Ӵ������С��Ч���о��ȡ�
2���Ͻ����㺸���̵���ֵģ�⼰���������ȡ�
3���Ͻ�㺸������Ƽ��������Ƶ����ܻ��о���
1.2 ���躸�������Ƽ���
��֤���躸��ͷ�����������ɿ��Եĺ��ľ��������������������Ƚ����ֶκ��豸ʵʩ�������ơ��ر������ڵ㺸�������õĹ㷺�ԡ���Ҫ�Ժ;��д����ԣ��㺸�������Ƽ���ʼ���ǵ��躸�����о���ǰ�غ��ȵ㡣
������֪���㺸������һ���߶ȷ����ԡ��ж����������úʹ��������ȷ�����صĹ��̣������κ˹���ʱ�伫�̣����ڷ��״̬���۲⣬�����ź���ȡ���ѵ������ص㡣�����ɺ������������ۺ�ֱ����ǿ�ȵ���ֱ�Ӳ�����ֻ��ͨ��һЩ�㺸���̲������ӵ������缫���ѹ����̬���衢�����������͵缫λ�ơ������䡢�������ͳ������Ƚ��м�ӵ��ƶϣ���ͼ���Ӱ���˵㺸������ص�ȷ�ԺͿɿ��ԡ������ϳ�ʱ���̽����ʵ�����о����ѻ�����¹�ʶ����չ������ۺϼ�⼼������ߵ㺸������ؾ��ȵ���Ч;������������ü����Ϣ�����ú����Ľ�ģ�ֶΣ����������Ķ�Ԫ�����Լ��ģ�Ͳ�ʹ��ģ�����ڽϿ��������ṩȷ���ɿ��ĵ㺸������Ϣ�����������Ƽ����ؼ����о�������������Ԫ�������ۡ�ģ�������ۡ���ֵģ�⼼����ר��ϵͳ�ȿ�����������ĵ㺸����ֱ�ӿ��ƣ����㺸�������Ƽ������о�����һ���¸߶ȡ�
1��2��1����ģ���������۵ĵ㺸�����ȼ�����
�¹�ѧ��Burmeister��Ϊ������㺸������һ��������̣��Dz����ù�ʽ������������ֻ��ͨ�����㺸���̲�����һЩ�ϴ�ֵ����Сֵ������Ƭ�������������Ϳ��Դӹ��̵ĺ�������ת��Ϊ���̵ķ����������������е�ר��֪ʶ����������ȼ���Ŀǰ��������ģ������ķ������������ӵ�������Ĺ����źŵ缫λ�����������缫���ٶ��������ͺ��������仯�ı�������ָ��ģ��������Ȼ�����������㺸���̵ĸ����Ժͷ����ԣ��������ں��������ĵȼ���������ֻ�ܸ����������������Ĵ��·�Χ���������۵�ȷ�����Ա�����ܵ�ר��֪ʶ���ڶ���Ϊ���ص�Ӱ�졣
1��2��2���ڻع�������۵ĵ㺸�����������ⷽ��
���Ͻ�㺸�����ԽϲӦ��������㷺��������Ҫ���������������⡣Ӣ��ѧ��M. HAO����������һ�����Ͻ�㺸��������ϵͳ����ϵͳ�ɲɼ��㺸���̺�ʶ��Ͽ���Χ����������������������ûع�����ķ������⺸����ۺ�ֱ��������ǿ�ȣ�����������ع�ģ�͵Ĺ���ֵ���㹻��ȷ�ԡ�
1��2��3������Ԫ�������۵ĵ㺸����������ۺϼ��
����ѧ�����ҵ����������Ԫ�������ۣ��о��˵�̼�ֶ�̬�����뺸������֮���ģ��ϵ�������˵㺸����ģ���ۺ�����ģ�ͣ�ʵ���˵�̼�ֵ㺸�����Ķ�����ۺϼ�⡣ʵ���������ʹ�ڶ��ӵ����������£���ϵͳҲ��ʵʱ��ȷ�ؼ��㺸������ȷ�������������ȼ�������ʵʱ��⼰����������Ҫ��
1��2��4������ֵ������ۺ�ֱ����������Ӧ����
�ձ�ѧ�����ڹ�֮�����з��ĸ÷������ں�ǰԤ�����뱻����������ʵĻ�е������������������ʱÿ��һ��ʱ������⺸�ӵ�����缫���ѹ�������ȴ�����ѧģ�ͼ�����¶ȳ��ֲ�������Ӷ�ʵʱ������ۺ˵�������������ݴ˷������ƺ��ӵ����Ըı亸�����¶�����б�ʡ�ͨ���������ظ�ʱ����¶�����б�ʣ�ȷ���ۺ˳�����̼�����ǰ�ﵽҪ���ֱ����ʵ������ʹ��֤�����������ܽϺõĽ����п�ְ�ĵ㺸������ȱ���Ǹ÷�������д��������㣬������ø����ܼ������ʹ�豸Ͷ�����ӡ�
Ŀǰ������ֵģ�ⷽ��ģ�����Ͻ�㺸�����ȡ��硪��ѧ���̣�Ԥ��㺸�ۺ˵��������缫ĥ��������γ�����ȵ��о����ڽ��У���ȡ��һ����չ��
ͬʱ����ģ������(FLC) ���˹�������(ANN) ��ģ���ϣ����о����ĵ㺸���ܿ���ϵͳ���ܵ�������ѧ�ߺ���ҵ�����ӡ�
1.3 ���躸�¹���
1��3��1���������ػ��ȴ����㺸
�ù��տɽ�������Խϲ�Ŀɴ�Ӳ�ֵȵĽ�ͷ���Ժͺ����������ȶ���
�乤���ص����£�
1��������ĵ缫ѹ��Ϊ��ͬ����̼�ֵ㺸ʱ��1.5~1.7�������ƺ��ӵ������弴ʹ���������������Լ����������罦�Է�ֹ�㺸��ͷ���ȱ�����ɡ����ס����ƵIJ�����
2�������������ػ��ȴ����ػ��������n��3���Է�ֹ�㺸��ͷ����֯ȱ��Ӳ�������塢������֯�ij��֣��Լ�ȷ���Ƶ㺸��ͷ��֯����ֲ�������ʹ��ͷ��Ӧ���������ȫ�ػ�����
�ݱ������ù��ձ�ͨ�����õ�˫����㺸���գ���������߽�ͷǿ�Ⱥ�ƣ�����ܡ�
1��3��2�����������Ժ�
�ù��տɽ����λ�ߴ�Ҫ���ϸ����Բ�ͽ�ͷ����������Ҫ��ľ�ϸ����Ժ���
�乤���ص����£�
1���õ��ƺ���ѹ��ͨ����ֱ�������Ϊ���ĵĵ�ż�ѹ����ʵ�֣�ʹ���Ϳ�ʼʱ��Ͷ�����ȷ����ʱ��
2���õ��Ƶ������庸������+���ȴ������壬���ȴ��������Ϊ�����塢˫���弰�����塣
3���ƺ���ѹ������Ƶ���������ʵ���ϣ������Ѿ�������Ժ�����ѭ��������������ȱ�ݣ���绡�����������躸������Ⱦ��н��ٵ��ڲ����ף��ߵĺ����ٶȸ�����ͨ����캸�͵绡�������ڼ��⺸���е�װ���ɱ������������������塣
1.4 ���躸���豸
�μ��������躸�������ʽ���躸���ǵ���������躸����չ����Ҫ���������ִ��������������Ԫ������չ���似���ǹؼ��͵�ѹ��������μ����������Ѷȣ����ƵĿɿ��Ժ;�ȷ��Ҫ����ߵ��ѻ��������Ŀǰ�����ʽ���躸�������ȷ�չ���ȵ㡣��ͳ�ƣ��ձ���Miyachi��Seiwa��ŷ��Messer��Tecna��������TJ Snow��������Taesung���й�������ߡ���������������300KVA���µĸ��ຸ����Ʒ��
1��Ӧ�ٶȿ죬���ƾ��ȸߡ����ڲ��ýϸߵ����Ƶ��500~2000Hz��ʱ����ںͷ�������������1ms1000Hz���ڣ��������˺��ӵ������ƾ��ȡ�
2���С�������ᡣ���ڲ�����Ƶ�Ĺ���Ƶ�ʣ�����ͬ�Ĺ������ʱ���ӱ�ѹ��������������Լ�С���ݱ������������ʽ��һ��ʽ��ǯ�������ɼ���50%��
3���ฺ��ƽ�⣬���������ߣ����ܡ�
4�����������ԡ����ӵ���Ϊ����ֱ���Ҳ��ƶ�С���������㲻���ȹ�����ȱ�㣬���������ܺ��Ӹ��ֲ��ϡ�ͬʱ���缫��������ӳ���
Ŀǰ�����ʽ���躸��Ҫ���������о�����Ҫ�����ǣ�
1���ʿ���Ԫ���IJ��ϸ��¡�IGBT˫������դ������Ƿ�չ�������ʽ���躸������ѡ����Ԫ�����䵥�ܶ�����ɴ�300A�����伫��ѹ�ߴ�1200V�����Բ�������ƽֱ��������ʵ����Ԫ�������ĵ�ѹ���ơ�
2�������������ܵIJ��ϸ��¡����ڴμ�����Ԫ���Ľ��������˺����Ĺ������Լռ��̨����������ʵ�28%����Ȼ����Ф�ػ������ܻ�õ����ƣ����Դ�����������ܵ����Ƽ�����ȴϵͳ���Ӻ�����������������⡣
3����·���˽ṹ�IJ��Ϸ�չ��Ӧ������亸�ӵ�Դ������·ʹ�ù��������ӽṹ�����n.ʽ����·��ȫ��ʽ����·������ʽ����·������ʽ����·�ȡ�������·�����Լ�����ȱ�㣬Ҫ����ʵ��Ӧ������������
4����·���Ʒ�ʽ�IJ��ϸĽ������Ʒ�ʽ�Ľ���Ҫ����������·�й��ʿ��ع����Ժ���ģʽ���ϵģ���Ӳ���غ������ء����������������������ؼ���SPWM��Ϊ������ϵͳ���о��ȵ㣬���ۺ��˴�ͳ���������Ƽ�����г�������ŵ㣬���ڹ�����������˲�䣬Ӧ��г��ԭ����ʵ�����ѹ�������ת�������������ʱ����ú�Ƶ�������Ʒ�������ɶԵ��������ѹ������Ŀ��ƣ���ˣ������������ܵĵ������ѹӦ���١�
���ʽ���躸���ر������ڻ����˺��Ӻ;��ܺ��ӡ�����������Դμ��������躸�������ʽ���躸������Ҫ�Ժ��ӵ������дμ��������ͱ�Ȼ�������μ�����Ԫ����������һϵ�����⣬����ѧ�������ڶ������Ƶ���躸�������о��Ļ����ϣ��������μ�����ֱ�����躸�¼����������Ƴ�һ̨�Թ�ҵ���Ƽ����IPCΪ���ƺ��ģ���IGBTΪ���ʿ���Ԫ�������÷ֶ�ն�����Ʒ��������ʽ�μ�����ֱ�����躸������������ԭ����
1�������һ��ʽ�㺸ǯ������˻�����ץ�ء����п��ƾ��ȸߡ���Ӧ�ٶȿ졢���ܡ����ӹ������ܺõ������ŵ㡣
2�������͵缫����������������ֵ��ŷ�ʽ�㺸ǯǹ�����ŷ�������λ�÷�����������������ʱ�������˿����ŷ�ǯ��Ϊ�丨����֮һ����ʵ�ֵ缫��ѹ���Ӵ����缫ѹ��ʵʱ���ڣ����뺸�ӵ��������Ϻ���������˵㺸�����������罦����������MOTOMAN�㺸�����������ձ���������ŷ���Ӧ�á�
3�Զ����ٸ������ֺ�ǯ�����������˴��к�ǯ����⣬�ɸ��ݺ�װ��λ�IJ�ͬҪ���װ��Ʒ�ı�����Զ��Ӵ����ץ�����躸ǯ��������ά�����Ӿ�ϵͳ�������������ϵͳ�������������ϵͳ�ȣ������ں��������ļ��й����Ϳ��ơ�
5���͵�����ʾ�̻����ˣ��ɽ���CAD/CAM��ȡ�������졢���������ͻ����˻�������Ϣ����������ʾ�̣�ʾ��ʱ��̣����������ȶ���
1�ɺ��Ӱ�ļ����ֽ�ͷ��ʽ�Խӡ��ǽӡ���Ӻ�T�ν�ͷ�ȣ��ɽ��в�ͬλ��ƽ�������������������Ⱥ��ӡ�
2�����ں����ۺ�ʱ��һ���ѶȵIJ��ϣ������Ͻ��ѺϽ�ͭ������������ͭ���ȹ�������/���������ϵ����ֲ��ϡ�ͬʱ��Ҳ�ɺ��Ӻ�ȱ仯���ϡ������ϡ��������������֮��ĺ��ӵȡ�
3���������ߣ���ͷ�в����������ơ�����ȱ�ݣ���ͷ��ѧ�������졣���磬��벻�����Ⱥ���2������ϵ�����Ͻ����ͷǿ�����15%~20%�����������100%�������Ͷ����30%��ͬʱ�����ӱ���С���������������Ҳ������Ӧ���ܵ͡�
4���ӳɱ��͡���ǰ��Ҫ��ͣ������ӷ��б�����Ĥ���������ʣ����躸���������������Ϻͱ�������ȣ�
5���ӹ������ۻ����ɽ������̳�������������һ�����͵Ľ������Ӽ�����
����Ħ������ȱ����Ҫ�ǣ�ʩ��ʱ��������Թ̶�����Ҫ�б��棬����β���гȣ���ЩʹFSW�Ĺ��������ܵ����ơ�
����FSW��������������ŵ㣬�������ü������乤��Ӧ�õĿ�����չ�ܿ죬Ӣ��TWI�����������������о���EWI���¹�Stuttgart��ѧ�����ESAB��˾���й��ı������չ����о����Ⱦ����˴�����������Ҫ�����ڣ�
1����FSWģ�͡����磬Ӣ�����Ŵ�ѧ��H.R.Shercliff������EWI��Z.Feng�ȿ�����һ��ģ��FSW�ȹ��̵ļ���ģ�ͣ����ø�ģ�Ϳ��Կ���ȷ�ؼ�������ӹ��ղ��������õ��˽�ù��յļ��ȺͽӺϻ���������ѧ�����������������һ��������ά�ȵ���������Ԫ�����Ĵ��Ⱥ���ѧ����ģ�ͣ����ø�ģ�Ϳ����˽�FSW�������¶ȳ������״�Ԥ���˺���IJ���Ӧ���ͱ��Ρ�
2�ı����ͷ��״�Ͳ��ʣ�����Ӧ��ͬ���Ϻ��ӵ���Ҫ��
3��չ���ӽ�ͷ��ʽ��FSW������ͨ����ת��������������ʽ�����������ڻ�״���졢�����Ժ������ά���졣
4��չ����þ�Ͻ��Լ�þ�Ͻ������Ͻ�ĺ��Ӽ�����������������ҵ��Ӧ�á�
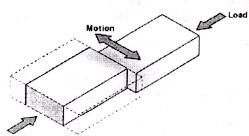
����Ħ���㺸Friction Stir Spot Welding��FSSW��FSW�е��ض���ʽ��������������ṹ���������Ӷ����п����о��ġ�FSSWװ�ð�װ�ڻ����˱��ϣ�ʩ��ʱ�ɻ����˱��Ƶ�Ҫ����λ���н����½��н�Ҫ���İ壬Ȼ�����ͷ�½����к��ӣ����ӽ������ɿ��н��ۣ�����װ���ɻ����˱��Ƶ��µĵ㺸λ�ã��������̺���ɵĺ�����Ħ�����е�һ�����һ�����������������������һ�౻�н��Ĺ�������������˶�������������ʩ��ѹ���£�����Ħ���˶��Ľ��У�Ħ�����汻����������Ħ���ȣ�Ħ������Ľ�����ճ����״̬���������Σ��γɷɱߡ�Ȼ��ֹͣ�����˶���ʩ�Ӷ���������ɺ��ӡ�
1�ɺ��ӷ��Ρ�Բ�Ρ�����ν���Ľ��������Ϲ�������Ϻ��ʵĹ��о��ɺ��Ӹ�������Ĺ�������ҶƬ�������̵ĺ���ͼ10��
2��̬���ӣ��������ۻ�����Ӱ����խ����Ӧ����С���Σ��������ԣ�����Ľṹǿ���뵯����������������ͬ��
3���ӹ��̿���ȫ��е���Զ����ƣ��ɿ��Ը�ͼ11����ˣ���ʵ��һ�κ��Ӷ��������������������ϡ�
Ŀǰ������LFW���Ӳ���֡������Ѻ����Ͻ����������仯���� ��TiAl�Լ����ֽ��������ź����о����Ѿ����о�����LFW������������Ҷ�֣���ʵ�ֺ��շ���������뷢����������庸�ӡ�������ҵ��ѧ��չ������Ҷ��LFW���ӹ������¶ȳ���Ӧ�����ļ������ֵģ�⼰���ӹ��̵���ʵ��������֤ʵ��ȹ�����
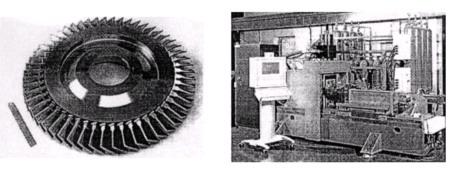
ͼ10 LFW���ӵ�����Ҷ�� ͼ11 LinFricTM������Ħ������
|
