摘要 介绍一种电动多轴螺母拧紧机控制系统的基本原理及硬件和软件原理。该系统采用分布式结构,每个轴都由一个以89C51为核心的控制单元控制,保证了定扭矩拧紧实现。独特的高速总线使上位单元与控制单元快速交换信息,保证了各轴间协调工作,以完成特定的拧紧工艺。
关键词:拧紧机 单片机 总线
1 引言
目前,国内许多厂家生产的电动多轴螺母拧紧机,其拧紧精度往往达不到生产要求,或性能不稳定。其主要原因是,多数采用工业控制计算机加各种板卡组成控制核心,或采用可编程序控制器(PLC)控制,但由于这两种方法微机或PLC响应速度慢,势必影响拧紧精度。该系统采用分布式结构,自行开发以89C51为核心的上位协调单元及单轴控制单元,在拧紧过程中每个单元独立工作,以保证快速响应。上位单元根据工艺要求协调轴间拧紧步骤,同时采用串行通信与管理计算机交换信息,既保证了拧紧精度,又具有计算机监控及数据管理功能。
2 系统构成及工作原理
电动多轴螺母拧紧机控制系统的构成如图1所示(以十轴系统为例)。
 图1 拧紧机控制系统构成图
图1 拧紧机控制系统构成图
管理计算机设置拧紧的工艺参数(如拧紧的转角起始扭矩、转角值、扭矩值及要求的误差范围等)及系统内部参数(如系统每个拧紧过程使用的速度、各种保护参数、数据传输的间隔等);班组的作业管理,接收协调单元传送的各轴拧紧过程及拧紧结果并存入数据库中,具有拧紧结果的查找及打印功能;接收协调单元传送的指定轴拧紧过程曲线并实时显示,有价值的曲线可根据要求存入硬盘,可随时调出显示或打印,曲线反映的扭矩上升下降过程及屈服点的情况,可用于分析被拧紧件的材料和加工情况;管理计算机还配备了质量分析软件,根据存储的拧紧结果计算出某年、月、日或班的拧紧质量分布图直方图,根据存储的拧紧结果及工艺要求和设定的采样分组值,采用正态分布算法计算出拧紧质量趋势图及UCL、LCL、Cp、Cpk等分析值,曲线可显示及打印,用于指导生产,避免残次品的出现。
协调单元带有非易失RAM存储系统的工艺参数和内部参数,其本身带有LED灯及数码管和小键盘,用于显示和修改这些参数。系统上电或参数变化时,将参数通过总线写入每个控制单元中;协调单元具有数字输入,用于接收自动拧紧信号和多轴拧紧信号输入,在条件满足的情况下,通过总线向控制单元发出拧紧指令;协调单元循环扫描各控制单元的状态,当各单元状态发生变化时,通过串行口向管理计算机传送此轴的状态,自动拧紧过程结束时,显示本次拧紧是否成功及本班作业统计数;自动拧紧过程中监视各轴的状态,全部达到转角扭矩时发出同步转角拧紧指令;根据参数设定,在自动拧紧过程中定时读取指定轴的拧紧动态扭矩和角度值,通过串行口传送给管理计算机。
控制单元内设一片8155,用于存储参数和动态值,协调单元可通过总线进行读写8155的RAM;当拧紧状态发生变化时,协调单元将当前的状态、扭矩及角度写入RAM中,使协调单元及时读到;控制单元带有LED灯及数码管,两排数码分别显示当前扭矩和角度,拧紧结束时显示本次拧紧结果,LED灯用于显示电源、正转、反转及拧紧结果的扭矩高、成功、扭矩低;控制单元的数字输入用于接收单轴的正反转拧紧信号,模拟量输入用于接收单轴的检测单元处理的扭矩输入,光耦输入可接收伺服单元分频处理的角度脉冲信号用于计算转角,数字输出及模拟量输出用于输出信号给伺服单元来控制伺服电机,以完成拧紧过程。
3 系统主要技术特点
3.1 自定义总线的实现
本系统分布式结构的核心是系统总线。由于协调单元与控制单元之间的通信特点是控制单元独立完成拧紧分步过程,协调单元控制拧紧步骤并将控制单元的数据传送到管理计算机。考虑到这一特点及单片机89C51资源情况,设计了以共享8155的256字节RAM为中心的总线结构。图2为协调单元电路原理图的总线接口部分。当协调单元需要读写某一控制单元时,首先根据GAL16V8的74LS273寻址将轴号(0-31)和总线使能信号ZBE写入74LS273锁存,然后检查控制单元的返回信号ANS是否为有效(低电平),有效后即可根据GAL16V8的总线RAM的寻址读写此控制单元8155的内容。读写操作与一般的RAM相同,图中U3和U5的74LS245芯片用于总线驱动。
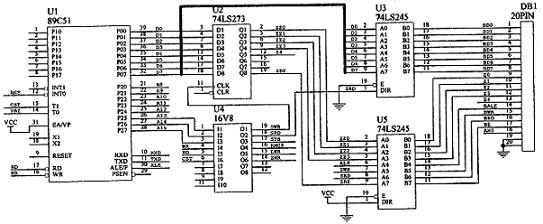 图2 协调单元总线接口图
图2 协调单元总线接口图
图3为控制单元电路原理图的总线接口部分。由于8155的RAM是共享资源,因此,必须保证协调单元和控制单元不同时读写。由于协调单元对8155的RAM的读写内容较少,采用申请时间在前优先的原则,抢占不成功则等待对方操作结束。控制单元设有拨码开关DIP1,用于设置控制单元轴号。当总线的使能BE有效且Z0-Z4的轴号与拨码开关设置一致时,74HC521输出ZHCS有效,89C51根据ZHCS信号检测到协调单元占用8155,同时GAL16V8组合出信号封锁U2,使U5和U6总线操作有效。控制单元对8155读写时,首先检测ZHCS是否有效,有效则等待其结束,如无效则立即发出RMZY封锁ANS的输出。为了避免同时检测冲突,控制单元应等待4个周期,看ZHCS是否出现,如出现应取消RMZY信号。等待协调单元读写结束再继续续写。协调单元读写8155时,确认ANS有效后也应等待4个周期,以保证读写的可靠。
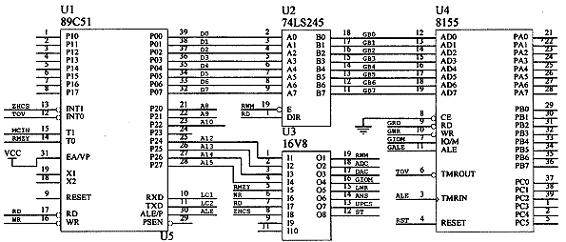
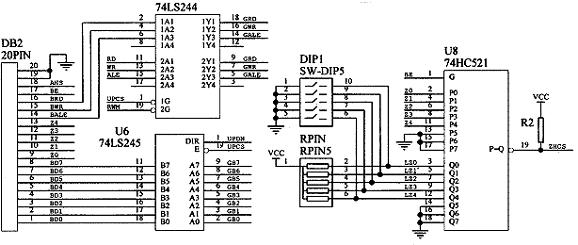 图3 控制单元总线接口图
图3 控制单元总线接口图
3.2 通信队列的实现
在多轴拧紧过程中,由于协调单元需要向管理计算机传送每个轴的拧紧状态,同时还要传送曲线数据,因此必须开辟一个通信缓冲区。本系统构造了一个通信队列形式,使得通信操作高效可靠地进行。首先定义通信格式,本系统通信为三字节方式,第一字节为标识码(D0-FF),第二字节、第三字节为数据,如E0-EA为一号轴至十号轴的曲线数据,第一字节为扭矩值,第二字节为角度值。在RAM中,开辟256字节作为通信缓冲区,同时定义存放指针和传送指针。当两个指针相等时,说明没有数据需要传送;当有数据需传送时,CPU将数据按当前存放指针顺序放入队列缓冲区并修改存放指针;当串行口发送寄存器空时,CPU检查传送指针与存放指针,如不相等则从传送指针位置取出一个字节发送,同时修改传送指针。这里256字节循环使用,使用一个8位寄存器作为指针,使用资源少且运行效率高。
4 结束语
该系统结构已应用于为一汽集团、江铃集团等企业的拧紧系统中。系统运行可靠,系统的分布式结构保证了控制单元对拧紧过程的快速响应,保证了拧紧精度,系统中完善的分析和管理软件为企业的生产管理提供了有力的手段。
|
