|
|
高效铣削刀具的研究与生产 |
| 来源:信息中心 时间:2009-2-1 10:18:58 |
|
|
|
|
|
意大利卡尔比塔有限公司作为世界主要刀具生产制造商之一,通过对工件材质、结构的研究,不断改进其刀具的结构、几何参数和刀具材料,制造出了一系列切削效率很高的刀具。 |
 李芸:2001年毕业于西安空军工程大学,2005年至今在意大利卡尔比塔有限公司上海代表处任首席代表.负责Carbital在中国的一切事宜。 李芸:2001年毕业于西安空军工程大学,2005年至今在意大利卡尔比塔有限公司上海代表处任首席代表.负责Carbital在中国的一切事宜。 |
意大利卡尔比塔有限公司(Carbital s.r.l)成立于1952年,是世界主要刀具生产制造商之一,在意大利、西班牙、法国、瑞士、德国等主要工业国家和地区都设有生产加工中心。卡尔比塔有限公司专业生产用于切削特殊金属、硬质合金等材料的一流刀具、刀片,产品被广泛地应用于航空航天、汽车制造、模具、透平机械等行业。
卡尔比塔铣刀与传统铣刀对比
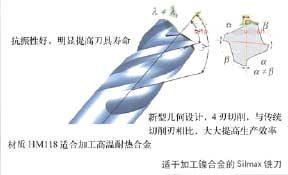
卡尔比塔不断通过对工件材质、结构的研究来改进卡尔比塔刀具的结构、几何参数、刀具材料,从而达到提高切削效率的目的。以卡尔比塔较新推出的Silmax铣刀为例,该款铣刀用于专业加工航空航天业常用的不锈钢、镍基合金及钛合金。传统的铣刀在几何设计上通常是a=b,但是在Silmax铣刀中a≠b,l≠l1, 这种新型的4刃几何设计,有效分散了切削力,减小了刀具在使用中的振动,从而提高了生产效率,并达到了延长刀具寿命、降低成本的目的。
传统的铣刀在加工不锈钢、镍基合金和钛合金时,通常其切深只能达到0.1mm,改进结构后的铣刀在加工上述材质时,切深可以达到1D 。以D10的铣刀为例,如果想要铣削掉10mm的材料,传统铣刀需要走刀10次才能完成加工,而这种Silmax铣刀只需走刀1次就可以了。
下
- 径向和轴向切深大大加大,从而提高生产效率;
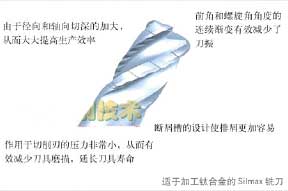
- 前角和螺旋角角度的连续渐变有效减少了刀振;
- 采用这种几何设计,作用于切削刃的压力非常小,从而有效减少刀具磨损,延长刀具寿命;
- 新型的断屑槽设计使得排屑更加容易。
| |