|
|
高精切削加工刀柄技术和工具系统的选择 |
| 来源:信息中心 时间:2009-2-1 10:24:57 |
|
|
高精加工的刀柄技术
|

切削刀具的使用寿命可提高2倍,刀具成本大幅度下降,废次品率明显减少,刀具的径向跳动精度高和良好的动平衡性可使切屑载荷均匀地分布在刀尖上,从而可大幅度提高切削速度和进给量,可收到生产效率和金属切除率高、缩短机床费用的偿还期的显著效果。
美国油压夹头制造商海德勒・洛克公司生产的油压夹头具有良好的动平衡性,良好的同心度及210kg/cm²的夹紧力等优点,用户只要旋转螺钉,活塞即开始工作加压,压力油压缩内置薄壁套筒而将刀柄夹紧。
该公司的生产部长罗伯特・劳布认为,弹簧夹头对几乎所有的金属切削加工都能满足要求,多数制造厂家在生产精度极高的弹簧夹头,其产品质量正在不断提高,实际上,该公司生产中所使用的夹具90%是自制的弹簧夹头,其余10%是自制的油压夹头。
美国林德克斯公司总务主管副总经理弗兰克・富万透露,该公司生产的夹具几乎都是油压夹头,用于f4mm 切削刀具的弹簧夹头的径向跳动精度可达0.005mm;此外,这种弹簧夹头在不附加密封件、垫片、特殊螺母或其它硬件的情况下,可使用压力为6.9Mpa 的内冷却液;还能提供不超出弹簧夹头径向跳动、夹紧力和动平衡等综合标准用途范围,包括热压配合(热装)、油压或液压夹头最适宜高精加工的任选附件。该公司提供的热压夹具(见0.002~0.005mm |
材料必须是对高热周期不敏感的材料;加热装置需预先投资;减振能力弱
|
| 液压式刀柄 |
径向跳动精度和夹紧能力与热压配合式刀柄匹敌,适合强力铣削及高速切削 |
夹紧力非常大;径向跳动精度范围:0.002~0.006mm |
所用泵需预先投资
|
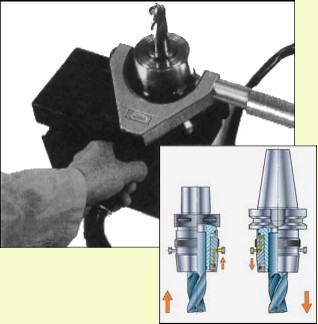
图3 Sandvik公司生产的刀柄及夹头结构 |
作为精密切削加工的另一种选择是选用Sandvik Coromant公司开发的液压式刀柄。这种刀柄夹紧结构见图3。据该公司介绍,有经验的有户仅用20秒种就能完成夹头的更换。这种刀柄内装有两层套筒,外套与刀柄内孔有2°的锥度,当液压推外套就使内套向刀具柄部周围收缩而将刀具夹紧。刀柄壁很厚,可获得此油压式刀柄更高的刚性,可用于粗加工。用户将原的阀门设定在“夹紧”,插入刀具后泵就起动。系统的操作压力为45KN,此时让泵停止工作,阀门回到中间位置,刀柄就卸载。在这样的工作状态下,夹紧刀具柄部的夹紧力可达413.7Mpa。这种工具系统可提供能与油压式及热压配合式相匹敌的同心度和夹紧力,从表面到孔径3倍深处的径向跳动在 0.0025mm以下,夹紧力能均匀地作用在刀具柄部的全长和整个圆周上。本工具系统维护方便,刀柄设有易损件,只有刀柄内孔必须及时清理,唯一需要维护保养的是泵、手轮的喷咀。
该工具系统预先投资大,所以并不是所有用户都适于使用。一般来讲较适于大型客户使用,小型客户使用该系统不够经济。但在刀具交换频繁、精度要求高、径向跳动要求小及要求刀具寿命长的场合,可以考虑采用该工具系统。
|
| 【关闭窗口】【打印该页】 |
本信息真实性未经证实,仅供您参考。未经许可,不得转载。 |
|
