首 页
公司简介
机床产品
销售网络
售后服务
在线留言
联系方式
关键字:
标题
内容
胡锦涛在辽宁考察 称我国
・STC3675数控活塞外圆车
・SUC8107铣钻打数控专机
・SUC0301曲轴平衡去重机
・SUC8109数控组合机床
・SUC8205数控铣端面钻中
・SUC8119曲轴油孔钻削专
・SUC8118曲轴连杆颈车车
・ZYZ-125单置式车体加工
・PY-XYEQP-66-11
・D318高速加工中心
・D165高速加工中心
・GMC2060u型桥式五轴加
首页
>>
机床技术资讯
>> 查看资讯信息
可转位刀片断屑槽的改进设计
来源:信息中心 时间:2009-2-1 10:27:34
一、前言
切屑控制是金属切削加工生产中需要研究解决的重要问题。不良的切屑会伤害操作人员,影响已加工零件的表面质量,损坏机床和刀具,增加辅助工时和影响生产率。随着CNC 、FMS、和CIMS等各种自动化技术的发展,切屑控制问题变得更加重要,因为不良的切屑将使自动化生产线不能正常运转。切屑控制的基本问题之一是要使切屑可靠折断。目前最常用的方法是用断屑槽断屑。断屑槽断屑是利用材料的加工硬化和受冲击、受挤压而达到破坏强度的原理。由于可转位刀片断屑槽对切屑处理、切削阻力、刀具寿命、加工精度等方面的重要作用,近二十年来断屑槽的槽型也在不断改进之中,相继开发了具有直线刃、折线刃、曲线刃与曲面型、多面型凸起、凹坑型等型面相结合的断屑槽,槽型曲面变得愈来愈复杂,其断屑性能也随之不断改进。研制新型断屑槽型是开发新型刀片,改善刀片切削性能的有效途径之一。
(a)M5
(b)M5(New)
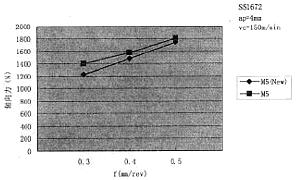
在切削钢、不锈钢时M5(New)和M5比较轴向力和径向力分别降低8%~10 %和12%~14%,切向力基本不变。
乳化液
CNMG120412-M5
TP100
185件
CNMG120412-M5(New)
TP1000
200件
表2
切削条件
刀片
后刀面磨损量
V
c
=250m/min
f=0.25~0.5mm/r
a
p
=3mm
冷却液:乳化液
加工工件:40件
CNMG160612-M5
TX15O
0.26mm
CNMG160612-M5(New)
TX150
0.1mm
表3
切削条件
刀片
刀具寿命
V
c
=130m/min
f=0.4mm/r
a
p
=1.5mm
冷却液:乳化液
CNMG120412-M5
TP200
9min
CNMG120412-M5(New)
TP200
11min
刀具使用寿命比较
对M5型硬质合金可转位刀片的改进设计主要是为了提高其在加工钢、不锈钢、铸铁时的切削性能。表1、表2、表3为相同切削条件下M5和M5(New)在车削钢、不锈钢、铸铁时刀具寿命的比较,其中表1是车削工件材料为C45的钢轮毂外圆;表2是车削工件材料为GGG50的铸铁轮毂的内孔;表3为车削工件材料为F51的不锈钢法兰外表面。显然与M5相比M5(New)在相同的切削条件下,其刀具使用寿命大大提高。
四、结论
通过改进前后可转位刀片切削性能的比较,在相同的切削条件下,采用负倒棱和凹坑组合的断屑槽槽型改进设计,其刀片使用寿命大大提高。
【
关闭窗口
】【
打印该页
】
本信息真实性未经证实,仅供您参考。未经许可,不得转载。
公司简介
|
产品中心
|
售后服务
|
版权声明
|
联系方式
©2008 Www.sydyjcc.cn
沈阳第一机床厂机床销售中心
版权所有
辽ICP备19021059号