|
一、刀具的几何、磨损补偿
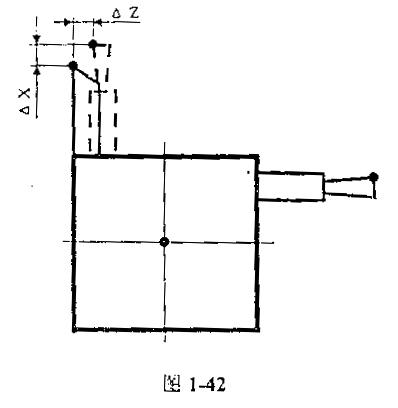
如加眨过程中都有不同程序的磨损。因此应对偏移量△X、△Z进行补偿使刀尖位置B移至位置A。
刀具补偿功能由程序中指定的T代码来实现。丁代码由字母丁后面跟4位数
码组成,其中前两位为刀具号,后两位为刀具补偿号,刀具补偿号实际上是刀
补偿寄器的地址号,该寄存中存放有刀具的X轴偏置和Z轴偏置量。
系统对刀具的补偿或取消都是通过抢板的移动来实现的。
二、 刀具刀尖圆弧半径补偿 G40、G41、G42指令
数控程序是针对刀具上的某一点即刀位点进行编制的,车刀的刀位点为理想尖锐状态卜的假想刀尖A点或刀尖圆弧圆心O点见取消刀尖半径补偿,刀尖运动轨迹与编程轨迹一致;
G41:刀尖半径左补偿,洽进给方向,刀尖位置在编程轨迹左边时
G42:刀尖半径右补偿,错进给方向.刀尖位置在编程轨迹右边时。
刀尖半径补偿G41/G42是在加工平面内,沿进给方向看,根据刀尖位置在编程轨迹左边/右侧判断来区分的。加工平而的判断,与观察方向即第而轴方向有关。当按刀尖圆弧中心O点编程时,刀尖位置方向则设定为O或9 号。该方向的判断也与第三轴有关,1当前面有G41、G42指令时,如要转换为G42、G41或结束半径补偿时应先指定G40。指令取消前面的刀尖半径补偿。
2程序结束时,必须清除刀补。
3) G41、G42、G40指令应在GOO或G01程厅段中加入。
4在补偿状态下,没有移动的程序段M 指令、延时指令等,不能在连续2 个以上的程序段中指定,否则会过切或欠切。
5在补偿启动段或补偿状态下不得指定移动距离为0的G00、G01等指令。
6在G40刀尖圆弧半径补偿取消段,必须同时有X、Z两个轴方向的位移。
刀具补偿量的设定,是由操作者在CRT/MDI面板上用“刀补值”功能键,置人刀具补偿寄存器,共中对应梅个刀其补偿号,都有一组刀补值:刀尖圆弧半径R 和刀尖位置号T见表1一5
|
补偿号 |
R |
T |
|
0.1 |
0.8 |
3 |
0.2 |
0.4 |
3 |
|
0.3 |
0.4 |
8 |
表 1 - 5
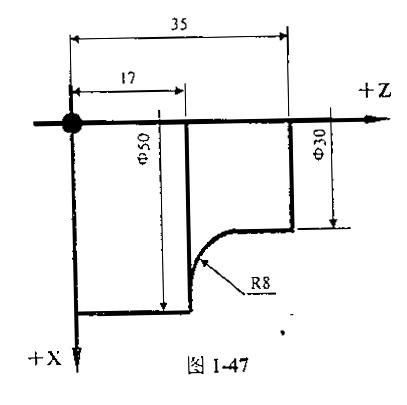
例如:见图1-47
%1047N1 G92 X60 Z40
N2 T0101N3 G90 G01 G42 X30 Z37 F300 M03
N4 Z25N5 G02 X46 Z17 18
N6 G01 X50
N7 Z0
N8 X54
N9 G00 G40 X60 Z40 T0100
N10 M05
N11 M30
|
