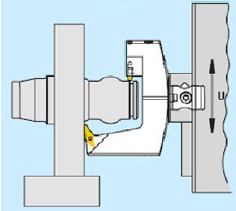
图9 所示是利用离心力致动的专用刀具(应用于加工中心)。这种刀具在加工时,刀具先是以1,000r/min的转速惚削阀座工作锥面,锪削完后,刀具后退约0.2mm ,接着刀具转速提高到5,000r/min,此时活塞借助所产生的离心力而径向外移,挤压油腔中的油去推动中心油腔中的活塞,推动铰刀对导管孔进行加工。在内部油路中设有节流阀,以便使铰刀保持恒定的进给速度。当导管孔加工完毕后,专用刀具的转速又降至1,000r/ min ,铰刀在弹簧力的作用下自动退回到起始位置。采用上述专用刀具,气门阀座与导管孔的同轴度可达<10µm。