首 页
公司简介
机床产品
销售网络
售后服务
在线留言
联系方式
关键字:
标题
内容
胡锦涛在辽宁考察 称我国
・STC3675数控活塞外圆车
・SUC8107铣钻打数控专机
・SUC0301曲轴平衡去重机
・SUC8109数控组合机床
・SUC8205数控铣端面钻中
・SUC8119曲轴油孔钻削专
・SUC8118曲轴连杆颈车车
・ZYZ-125单置式车体加工
・PY-XYEQP-66-11
・D318高速加工中心
・D165高速加工中心
・GMC2060u型桥式五轴加
首页
>>
机床技术资讯
>> 查看资讯信息
液压夹紧技术
来源:信息中心 时间:2009-2-1 10:49:24
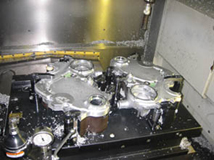
Enerpac旋转油缸和支撑油缸的组合能安全可靠的夹紧工件。
当加工一长型铝合金零件时,刀具通过时旋转油缸可快速让开,刀具通过后可快速复位。
在针对无法设定刚性支撑或加工薄壁零件时,液压辅助支撑是最佳的选择。
旋转夹具与辅助支撑的组合可保证夹紧工件不变形。
液压组合夹具可实现多工位的装夹,大大提高工作生产率。
减少停工检修期是提高生产力、使生产能力利用系数较大化的一项重要因素。然而零件加工过程中的精确定位和装夹的重复精度也是改进效率和质量的关键。 譬如柔性加工中心的产生就是为了减少产品循环周期。
在一个固定夹具体上,采用机械定位、夹紧加工后再除去它们,这通常是很花时间的一个步骤。为了实现高产高效,工件的定位、支撑、夹紧和夹具的快速松开,以及操作方便、安全都是非常重要的环节。对于加工一个较大的工件,并且工序间隔时间短,选用半自动化或全自动化夹具是非常具有经济价值的。液压定位和夹紧是一项非常可靠而且有效的技术。
目前中国汽车制造业发展迅猛,以前的汽车制造业普遍使用刚性专机加工发动机的缸体、缸盖、连杆、曲轴、凸轮轴等关键零部件,导致汽车发动机改型周期较长。随着汽车对零部件变化和改进的需求与日俱增,加工设备和工艺也向着柔性化的方向转变。加工装备的柔性概念和需求主要体现在对设备快速性和适应性的需求上,因此制造商不得不寻求柔性和产量之间的最佳组合。不论采用哪种方案,使用高性能的液压夹具都显得尤为重要,现在,柔性专机、可重新配置的机床及专用加工中心的组合应用,使得发动机零件的加工变得越来越柔性化,具体情况取决于每个加工项目的产量配额。
使用液压夹具的主要优势是能节省夹紧和松卸工件时所花的大量的时间。传统的机械夹具在松开和夹紧工件时都要费力的用扳手旋拧螺母和移动压板。然而液压夹具只需要通过控制油路的通断就可实现夹具的完整的顺序动作控制。有关统计资料表明液压夹紧相比机械夹紧节省90%~95%的时间,缩小了生产循环周期,从而增加了产量也就意味着降低了成本。
液压夹具系统的第二项重要特点是可实现非常高的定位精度。
表1
参数
液压夹具
机械夹具
产品数量
60000件
60000件
原材料成本/单件
250.00元
250.00元
设备成本/小时
1500.00元
1500.00元
夹具体成本
3000.00元
50000.00元
零件数量/单个夹具体
4件
4件
装卸时间
20秒
240秒
加工时间
720秒
720秒
劳动力成本/小时
30.00元
30.00元
单件成本统计
原材料
250.00元
250.00元
设备
77.00元
100.00元
夹具
5.00元
0.80元
劳动力(8小时1班)
单件总成本
333.54元
352.80元
关键在于夹紧力在定位和夹紧过程中保持恒定不变。从而确保了同一道工序下的加工质量一致性,即提高重复精度,故此由于变形造成的废品率将会微乎其微。成批零部件的互换性也会达到理想的指标。然而这一点几乎是机械夹具无法做到的。
在针对无法设定刚性支撑或加工薄壁零件时,液压辅助支撑是最佳的选择。它可以在任意的位置对工件产生支撑力,起到辅助定位的作用,尤其对于非加工表面的支撑定位更是非它莫属,有力的解决了困扰我们的过定位问题。
液压夹具的第三个优势就是最适合加工零件摆放紧凑和采用手动夹紧时空间受限制的场合,这是流体控制得天独厚的优势。这就可以实现多个零件在一个夹具体上同时装夹和加工。
人们不禁会问,哪一种夹具最好呢?相比机械夹具,液压夹具的前期投入成本较高,然而从长远来看,它是便宜的。见表1例子的成本比较。 采用液压夹具不仅单件成本降低19.26元,而且完成时间由两年缩短至18个月。
【
关闭窗口
】【
打印该页
】
本信息真实性未经证实,仅供您参考。未经许可,不得转载。
公司简介
|
产品中心
|
售后服务
|
版权声明
|
联系方式
©2008 Www.sydyjcc.cn
沈阳第一机床厂机床销售中心
版权所有
辽ICP备19021059号