首 页
公司简介
机床产品
销售网络
售后服务
在线留言
联系方式
关键字:
标题
内容
胡锦涛在辽宁考察 称我国
・STC3675数控活塞外圆车
・SUC8107铣钻打数控专机
・SUC0301曲轴平衡去重机
・SUC8109数控组合机床
・SUC8205数控铣端面钻中
・SUC8119曲轴油孔钻削专
・SUC8118曲轴连杆颈车车
・ZYZ-125单置式车体加工
・PY-XYEQP-66-11
・D318高速加工中心
・D165高速加工中心
・GMC2060u型桥式五轴加
首页
>>
机床技术资讯
>> 查看资讯信息
孔加工背后的商机
来源:信息中心 时间:2009-2-1 10:52:38
与金属加工行业最近总体不景气的情形相反,(位于俄亥俄州辛辛那提市)的Magna机床公司却生意兴隆。很肯定,在最近几年的时间里,该行业总体的业务水平都在滑坡,但对此公司,其业务至少没有经历像许多其它公司那样的困境。
公司总裁Scott Kramer说:“Magna之所以能在困难的时期度过难关是因为它所服务的行业具有多样性,同时还拥有越来越好的加工契机。”
多样性包括化工、造纸、塑料、钢铁、机床、汽车及航天航空行业。公司还拥有一个良好的维护和维修部门,公司于1952年成立时就主要从事这种业务。在Magna的150个充满活力的客户中,没有任何一个提供了公司10%以上的收入。
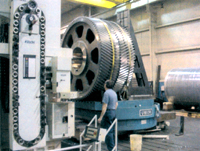
Magna公司加工大而重的工件。在大型工件上进行孔加工、镗孔、铣削和车削等操作是该公司的主要业务。
在过去多年的时间里,公司一直在卧式镗铣床上投资,这些机床一台比一台大。公司较新的机床是一台崭新的5轴CNC Union 卧式镗铣床(HBM),带动立柱,X轴行程为33英尺,Y轴行程为157英寸。
Kramer先生说:“我们的发展契机是大型零件加工能力。随着工件尺寸加大,可以加工给定工件的厂家不多。这也正是我们要继续努力的领域。”
保证柔性的HBM
Magna公司主要围绕卧式镗铣床来建立自己的加工能力的。它拥有4台手动机床及11台CNC机床。1991年,公司购买并安装了第一台CNC卧式镗铣床。作出这种决定(以前只采用手动机床)的目的是,将公司的业务从强烈依赖维修和维护作业而转移到新零件的生产加工方面。
第一台CNC机床具有控制方面的优势,帮助工厂的机械师从手动过渡到CNC。装在该Union镗铣床上的海德汉CNC系统既可以手动操作,也可以CNC模式工作,这在1991年是非常罕见的。Kramer先生说
:“它是一种对话式控制系统。利用它,我们既可以手动操作,也可以CNC模式操作。并且编程既可以离线进行,也可以在车间现场进行。”
除了HBM上的CNC应用外,Magna公司还因其它理由喜欢该配置。采用带分度台的镗铣床,可以接近工件的各个面。此外,利用诸如90度加工头等附件还可以进行5面加工。Kramer先生说
:“我们的铣床可以在尺寸超出机床范围的零件上加工孔或进行铣削操作,因为车间地面实际上充当了工作台扩展部分的作用。针对我们的工件类型,我们需要卧式镗铣床结构。”
在购买第一台CNC镗铣床后,凑巧Magna公司赢得了这样一个加工业务-为基地在瑞典的一家娱乐车制造厂生产滑行铁路栏杆。这是该公司第一笔非维护和维修业务。如今,公司业务的比例已经从以前维修和维护业务占90%转移到新零件加工占65%。
Kramer先生回忆道 :“添加CNC功能使我们不仅在生产单件零件方面更具竞争力,同时我们还可以采用以前在手动机床上不现实的一种新方式来加工孔-插补方式。”
选用正确的机床
与大多数机加工车间一样,在Magna公司作业需要协调。一旦加工能力到位,通过正确匹配对特定应用所需要的加工能力,工厂可以针对特定加工业务而增长或收缩自己的富余力量。孔加工很明显是比较重要的工序之一,因为它的量比较大。
由于公司在大型工件加工方面具有契机,因此Magna的决策者对某个工件首先考虑的是其尺寸和重量。对工件的最初分配是能够完成相应加工任务的机床。
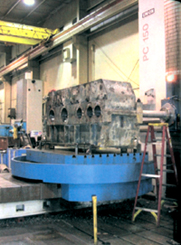
这种决策过程的一个实例是为钢铁行业加工一个大型齿轮。对尺寸达48英寸深、24英寸直径的孔进行精加工显然应该由公司的130英寸直径的VTL完成。但是,毛坯的重量高达80,000磅,而VTL的承重能力只有50,000磅。
Kramer先生回忆道 :“我们将这个工件转移到一台HBM上,并将零件固定在工作台上。它具有足够的承重能力。工作台是回转式的,并且具有镗铣床的精度,可以进行在线镗削。我们在工件一侧进给30英寸,给工作台分度,再在另一侧进给30英寸。这样就将这个工件加工好了。”
选用正确的工艺
与机床能力方面强有力的装备库一样,Magna公司拥有若干刀具和工艺选项用于钻削、镗削、铣削或车削各种孔。与针对某特定工件匹配机床一样,对于依据客户规定交货并尽可能高效地进行加工,孔加工工艺的选择同样也非常关键。
在针对孔加工选择刀具和工艺时,Magna公司评价的关键参数包括:
孔数;
工件批量;
孔的尺寸;
工件材料;
尺寸精度;
表面粗糙度。
Kramer先生说:“对于钻削10来个直径在7/8英寸以下的孔,我们仅用常规的现役机用钻来钻孔即可。而当孔的数量很多,达成百上千个孔,直径从1/8英寸到3/4英寸不等时,我们就要考虑采用硬质合金钻(三菱MZS),并使用通孔冷却液。硬质合金方面的额外成本是通过刀具寿命的延长而抵消的。对于10个孔以内的加工,采用高速钢机用钻比较经济。”对于加工时间较短的情况:20~30个孔,尺寸范围为1.25~4英寸,Magna公司采用一种平钻进行加工。
对于较大的孔尺寸以及较高的批量,在Magna要采用不同类型的钻头。Kramer先生说 :“当我们的孔处于7/8英寸~4英寸范围时,对于管道板材、热交换器或类似零件而言,这是一个大数目的孔数,我们要采用可分度刀片钻头(OTM孔冲击钻)。在材料类型的成本和性能以及刀具寿命等方面,这些钻在我们这里表现得非常成功。可以选择不同的等级和涂层以匹配不同的应用需要是可分度刀片在这种孔尺寸范围表现良好的另一个原因。”
在Magna,对工件评测员而言,他可以随时利用工厂钻削的所有切削资料。他们知道钻某个特定的孔需要多长的时间,这些资料都被用到报价中。这些切削资料还用作将新刀具针对旧刀具进行评价的准则,以便改善孔加工过程。
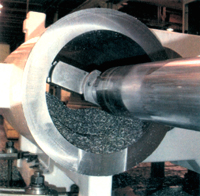
对于镗孔加工,Magna采用一个来自KPT Kaiser的系统。它的镗孔范围为直径1/2~36英寸,采用模块化结构,可以形成不同的镗刀结构。对刀具系统进行标准化给工厂产生了更高效益,因为刀具很容易从一台机床移到另一台机床,从一个操作员到另一个操作员。
这些镗杆可以设置为在粗镗加工时,在某给定直径上加工1 /2英寸的切深。这种重型切削是用一种双刃镗刀来完成的。Magna公司将镗杆的引导刃设置为3/4英寸的深度。随动刃设置为落后于引导刃0.020英寸,比引导刃的切深深3/4英寸。每个刃都只切削3/4英寸深,但是两个切削刃的合成动作会在工件直径上产生1/2英寸的金属去除率。
精加工大型孔是由机床、夹紧装置、刀具及冷却液组成的整个系统共同发挥作用的结果。Magna一般试“来自刀具制造厂家的大多数意见都建议 :对于精加工要在孔中留出1/16英寸的切削余量。基于该基准,我们进行推导,以决定单次粗加工再加上一次半粗加工然后进行精加工是否可以获得我们所需要的尺寸。”
对于多个零件的加工作业,机械师会离线装夹粗加工头、半粗加工头及精加工头,并在生产开始时让这些刀具准备就绪。精确的刀具和机床是离线刀具装夹的必要条件。Kramer先生说:“您要确定在机床上做的试操作量达到最少。”
在镗杆和插补之间进行选择时,孔公差是Magna公司考虑的第一准则。孔深度是第二准则,它可以确定插补是圆弧还是螺旋插补。Kramer先生说 :“我们可以将孔从3/4英寸直径插补到30英寸,如果直径上的公差允许达0.002~0.005英寸的话。如果公差比该数值小,我们将至少对精加工选择镗削。”
对于孔深,6英寸一般是镗削与插补关系曲线的截止点。对6英寸或以上的孔深将进行镗削。对于小于6英寸的孔深,将采用插补,至少对粗加工情况应该如此。
Kramer先生说 :“当刀具确实必须伸出时,我们在配备W轴的HBM上加工该零件。W轴在主支撑面上,长度方向可以伸出达36英寸,以便主轴端部可以定位到工件附近。由主轴套筒内侧的主轴进行进给。这样就可保持更高的装夹刚性。”
Kramer先生继续说 :“拥有多种加工能力的好处是,我们可以选择用什么样的方式来最好地加工孔。我们可钻、镗、插补加工孔,或者采用这些操作的任意组合。柔性是公司存亡的关键。”
不断创新
许多企业之所以能够度过难关而其它企业无法度过,其原因通常应归功于变化和自适应能力。对于金属加工工厂而言,有时候这一点意味着要在业务范围以外去考虑。
Magna就具备这种能力。如果某个公司将精力集中在战略性计划上,那么在机会出现时公司就能够发现并抓住它。
这样一个机会是由机床制造商Union(位于德国Chemitz)在美国新设立的一个经销实体,名叫Union的美国公司最近提供的。该公司是联合精密服务有限公司-Union在北美地区的零件和服务分公司的一个分部,地点位于与Magna相同的大楼内。Magna的大部分机床为Union卧式镗铣床,它是Union在美国的最好的客户之一。有谁能比一个(将相关机床用于自己生计的)公司在这类机床的销售、服务和展示方面做得更好?那就是制造商用零件的技术中心。
已经列在Magna工资单上的有编程员、应用工程师和工厂训练有素的维护人员。不难想象同样是这些人可以代替潜在的机床买主而工作,并将其车间技能转移,从而帮助销售和安装新的Union卧式镗铣床。
在美国,每年销售的卧式镗铣床数量并不大。公司没有让拿工资的人等着客户打电话来,而是让这些技术、高技能人员忙于在车间制造零件,提高技能并帮助创收,从而让人人都有充实的感觉。
【
关闭窗口
】【
打印该页
】
本信息真实性未经证实,仅供您参考。未经许可,不得转载。
公司简介
|
产品中心
|
售后服务
|
版权声明
|
联系方式
©2008 Www.sydyjcc.cn
沈阳第一机床厂机床销售中心
版权所有
辽ICP备19021059号