首 页
公司简介
机床产品
销售网络
售后服务
在线留言
联系方式
关键字:
标题
内容
胡锦涛在辽宁考察 称我国
・STC3675数控活塞外圆车
・SUC8107铣钻打数控专机
・SUC0301曲轴平衡去重机
・SUC8109数控组合机床
・SUC8205数控铣端面钻中
・SUC8119曲轴油孔钻削专
・SUC8118曲轴连杆颈车车
・ZYZ-125单置式车体加工
・PY-XYEQP-66-11
・D318高速加工中心
・D165高速加工中心
・GMC2060u型桥式五轴加
首页
>>
机床技术资讯
>> 查看资讯信息
传统车削技术的创新
来源:信息中心 时间:2009-2-1 10:53:17
传统ISO车削技术里的创新和高技术替代方案一样重要
正因为许多讲座、研讨会和专业刊物相当关注诸如高硬度材料车削、超精加工、干式和高速车削之类的先进技术,而传统ISO车削技术里的发展看起来似乎是停滞不前。但事实却远非如此。归因于例如象多方向车削这样的技术通常有更惊人的生产率提高而且成本降低也能通过非传统替代方案获得,但是通常起点成本要低得多。同时新的硬质合金材质等级研发使得ISO车削和如硬材料精密车削之间的界限似乎正变得模糊不清。有了诸如TP1000和TP2000之类的新的硬质合金材质等级,对于ISO车削我们距解决传统困境--加工刀具是关键但它们要花那么多钱--更进一步。
在工程界所有的事情都围绕着提高生产率和降低成本。“生产率”是在给定时间内用现有的生产设施生产的合格产品数量。获得这些产品的总成本是材料成本、刀具成本、机床成本、工资支出加上为冷却、安全、基础设施等的企业一般管理费用的合计。
如果我们只看刀具,那么提高质量和更高的切削参数提供增加生产率的机会。通过是用适当的刀具和降低切削参数而延长刀具寿命来降低成本是属于其它的可能因素。尽管刀具成本占总成本的比重较小,不管怎样增加刀具寿命对于总成本是有正面影响的。情形因切削参数而不同:名义上增加20%会引起生产成本大幅降低(例如10到15%)而且还明显增加生产率。如果不管怎样我们大幅提高切削速度,刀具寿命下降进而我们需要更多的刀具来生产同样数量的产品。为了缓和采购人员(采购预算)和生产经理(生产率)相互之间的利益冲突,接下来要做的事情就是研发更高级的刀具和切削材料。
TP1000和TP2000形成ISO车削里第二次优化浪潮(降低成本和提高生产率)的基础。优化依靠以下三个方面:好的刀具,正确的切削参数,良好的加工工艺知识。
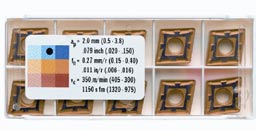
库存和切屑控制。
对于一个给定的车削应用使用Secolor系统你就能容易地、系统地并且快速地选择一种合适的刀片(在技术上性能良好和具备应用范围广两者之间获得最佳平衡)。这是通过使用三种基本种类的材料(碳钢、不锈钢和铸铁)和三种加工工况(精加工、半精加工和粗加工)组成的矩阵来实现的。这对九个基本应用里的每一个都因此定义一个推荐的基本刀片。接着在第二阶段,这种选择进一步被优化,硬质合金材质等级和断屑槽形两者都被考虑进去了。根据Secolor系统,可行的刀片实际上被标记在刀片包装盒上。刀片包装盒上表示了应用的范围(在九个方块组成的矩阵里)和基本切削参数(推荐的切削速度、进给量和切削深度)。
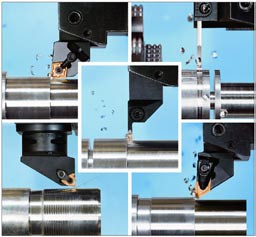
多方向车削
在传统车削里获得生产率主要提高的第二个例子是由所谓的多方向车削(MDT)形成的。想法是简单的:是用一把刀具完成涉及端面和轴向车削、内孔和外圆车削、切断、仿形车削、割槽以及最近列入德罗文车削在内的所有车削加工。具备这种万能功能的刀片在各个方向都受到交变应力。因此这牵涉到刀片和刀杆之间的完美连接问题。山高已经为此选择了一种顶部V形压紧同一种锯齿形刀片接触表面结合的方案。
由于将顶部V形压紧面同锯齿形接触表面结合,山高的MDT夹紧系统使市场上最牢固、最精确的。山高的MDT还代表可靠性。
对于有许多不同的直径、窄槽和轮廓的小型复杂工件来说,多方向车削是一种有优势的技术。
山高的MDT范围现在还包括用于螺纹车削的刀片。现在山高的MDT因此能真正地完成每一种车削加工。
这些保证在换刀片时有一个精确的位置(精确度)和在刀杆里的刀片有较大的稳定性。对于安全性、加工能力、工件表面质量、避免振动和重复精度来说,稳定性是关键因素之一。
多方向车削特别适用于有许多不同的直径、窄槽和轮廓的中小型复杂工件。其典型例子是齿轮箱的轴、曲轴、凸轮轴、接头等。对于这种类型的复杂工件用一把MDT车刀就能代替一整套其他刀具,其结果是节约了加工成本。这里还有一个明显的物流方面的好处:库存刀具数量大量下降。
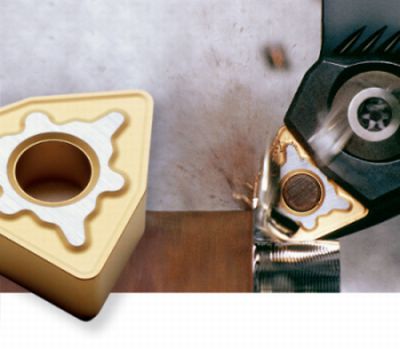
山高的MDT系统包括不同的刀杆基本种类和有很多品种的刀片供选择:单头或双头;有断屑槽和无断屑槽;有不同的刀尖圆弧半径;有不同的几何形状;由不同种类的硬质合金制成;有不同的刀片宽度。
最经济的当然是一种双头刀片(刀片的两端都有切削刃)。如果是应用场合的原因需要整个刀片长度上都要有后角,于是最好选择单头刀片。当在低速低进给下应该选择窄刀片也是重要的。二大切深高进给时推荐宽的刀片。所需的刃口形状直接和应用有关。例如有针对精加工和切深槽、普通车削和切浅槽、普通仿形车削、切锁紧环槽、动态和静态O形圈槽等各种形状。针对特殊应用山高的MDT系列包括许多特殊形状和槽形的刀片。最后,你当然可选择不同的硬质合金材质等级。
新的硬质合金材质等级
在ISO车削范畴里自从有了诸如山高MDT这样一种可依赖的系统出现后,MDT车削在早已家喻户晓的ISO刀具里赢得一席之地。可是这些ISO刀具仍然继续扮演一个很重要的角色,即使是仅仅因为它们仍然代表刀具预算里较大的成本项目。目前的趋势是朝向进一步成本控制,这就是为什么那个领域的开发是如此的重要。用这些刀具来既提高生产率又控制成本就显得尤其重要。
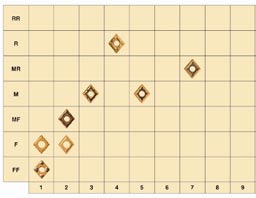
断屑槽用于车削的山高硬质合金材质等级(包括新的TP1000和TP2000)按照新的有关应用领域的ISO提议进行排列。该表还显示了PCBN的特性。很明显PCBN的应用范围是车削硬材料。
断屑槽形当然是首要的要素。如果在车削过程里切屑形成和控制未达到最优化,我们能忘记任何事情。针对提高生产率而不成比例增加成本的一个要素是高进给量车削。获得最优化(高效和便宜)车削的基本原则仍然是以可能的最高进给量进行加工。而且当然要保证断屑槽形适合这样做。对这个基本原理有严格影响的工艺是精加工。但自从有了修光刃刀片上述的基本原理也能应用到精加工。
有了修光刃槽形就能在高进给量下获得良好的表面粗糙度。因此在精加工时你也能针对更好的生产率和更低的成本进行优化。
为了获得良好的表面粗糙度必须使用相对较低的进给量。自从车刀片有了修光刃槽形,情况就部在这样了。精车时选择高到很高的进给量而且仍获得好的表面粗糙度现在是可能的。使用这些修光刃槽形的另外一种可能形势仍保持低进给量,但是因此可获得相当于磨削的表面粗糙度。其他的要素是硬质合金材质等级。如果我们确信排屑良好可靠,我们就能够把硬质合金材质等级(和切削速度)作为优化的目标。
在山高的系列里最近开发的新一代硬质合金材质等级TP1000和TP2000代表了极其重要的一步。刀片的加工范围是基于覆盖ISO P类应用的多数。应用领域明显大于其它硬质合金材质等级,归因于且学人的更高的耐磨性(=更高的切削速度)和韧性的提高(=更高的进给量)。这种新的幸好适用于更宽范围的钢件和铸铁牌号。
TP1000和TP2000以一种耐磨性和韧性独特的结合而被开发。执行广泛的材料试验、计算机仿真、实验室测试和加工测试以确保这些新材质等级的性能表现。
新的硬质合金材质等级的特点是基体由一层硬的内层和一层韧性很好的外层组成,其结果是既获得了极佳的抵抗塑性变形能力又获得了好的切削刃韧性。加上山高已经开发的新的革命性的涂层,可充分利用基体的可能性。
优化的涂层结构是由三个功能部分和许多中间层构成。内基层(碳氮化钛)担负起几家的粘着力和基本的切削刃强度。中间的氧化铝基层作为一种有效的热屏障以允许更高的切削速度,而其它的碳氮化钛外层和氮化钛顶层一起保证极佳的抗前刀面和后刀面磨损能力。
高速切削时,具有更硬基体的硬质合金材质等级TP1000同TP2000相比其耐高温性能更好而且塑性变形更小。TP1000还有更好的耐磨性,在稳定的切削工况下TP1000的生产率完全是优异的。TP1000很适用于优化是有优势、必要或重要的应用场合。作为结果而言如果要完成的系列相当大,TP1000使更好的选择。在很多诸如高速切削、干车削和硬车削等的其它应用场合里TP1000还是一种有优势的硬质合金材质等级。
左边的如果对用户来说加工时间是首要关心的并且车削工况良好,TP1000是首选。高的切削速度不是问题。TP1000是针对优化的基本选择。TP2000是特别针对可靠性是主要考虑因素的大多数应用的基本选择。由于其耐磨性和高韧性的有机结合,TP2000是一种在很宽范围车削应用里可以来的硬质合金材质等级,即使需要高的切削速度时也是这样。
技巧、信息和经验
这篇文章简明地解释了诸如MDT车削何最近研发的ISO车削立的新硬质合金材质等级TP1000和TP2000这样的新技术的可能性。
这些优势提供的实际效果要靠生产人员的响应。不管怎样他们一定要有必要的技巧、信息和兴趣,才能把刀具的潜在可能性转化成真正的优势。在这点上供应商的角色和关系不能充分地被强调。
山高是一家只做刀具的公司,以一种组织的方法提供技巧和信息方面的进步。全世界每年有数以千计的人在山高刀具的技术中心参加不同的活动。提供的信息和技巧帮助刀具用户获取‘高效、廉价加工’的目标。山高刀具的机加工导航者是全面了解关于现代刀具和切削材料可能性的较新信息的平台。
结论
车削是一种和铣削相比而言近年来亮点较少的工艺。不管怎样其开发并没有停滞不前,而能得到的生产率提高和成本节约是使人印象深刻的。
一方面有许多技术上的变化,其中硬车或许被认为是最重要的。另一方面有许多刀具技术里的重要变化,其中MDT刀具技术是最耀眼的。但是绝大多数的车削加工(当然是小批量生产)仍使用传统ISO刀具。为了使这些刀具和相应的切削工况有利可图,对车削过程进行优化当然是值得注意的。在上世纪80年代中期最初的优化浪潮之后,最近开发的断屑槽和刀尖角度(例如山高的Crossbill修光刃刀尖角度)和象山高的TP1000和TP2000那样的新一代硬质合金材质等级形成了第二波优化浪潮的推动力。
【
关闭窗口
】【
打印该页
】
本信息真实性未经证实,仅供您参考。未经许可,不得转载。
公司简介
|
产品中心
|
售后服务
|
版权声明
|
联系方式
©2008 Www.sydyjcc.cn
沈阳第一机床厂机床销售中心
版权所有
辽ICP备19021059号